
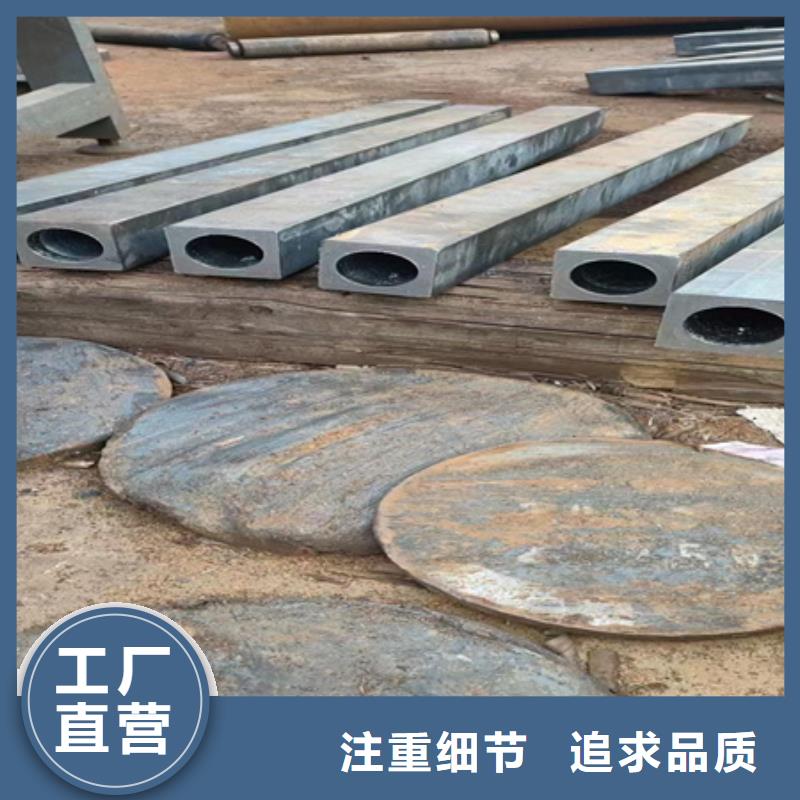







型材拉弯防锈工作怎么做?很多朋友对型材拉弯加工有一定的了解,在日常生活中,我们经常可以看到弯头加工的相关内容,那么如何保证加工好的弯头的防锈工作呢?型材拉弯防锈工作需要注意什么? 一、清洗弯头处理: 主要是用乳液或溶剂清洗钢材表面,保证去除弯头表面的油脂、清洗剂、污垢和有机物,但不去除表面氧化皮、铁锈、焊剂等,所以它在整个防锈工作中主要起辅助作用。 二、弯头加工工具的除锈: 用钢丝刷或其他物体对弯头表面进行有效的抛光,可以使表面的铁锈、氧化皮和焊渣松动和清除,如果钢铁表面附着水垢,这种方法的去除效果不是很令人满意。 三、重新弯曲后的酸洗: 化学和电解两种不同的酸洗方式比较常见,而化学酸洗基本上只用于弯头的防腐,可以有效去除表面的旧涂层、铁锈和氧化皮,甚至可以在喷砂除锈后使用,化学清洗虽然可以去除表面的杂质,但更容易造成污染。 四、弯头加工中终喷涂除锈的优点:喷涂除锈主要是需要使用一个功率更大的电机来驱动喷涂刀片对弯头进行除锈,加工后的弯头不仅可以彻底除锈,而且即使在剧烈的冲击和摩擦下,也能保证弯头的粗糙度相对精密。
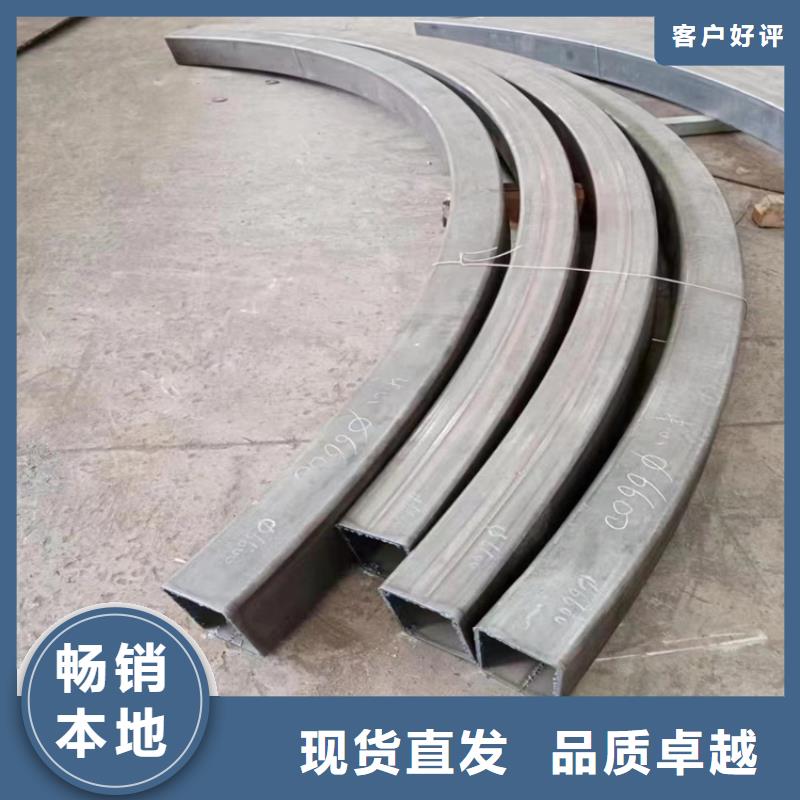
型材拉弯随着划片机数控拉弯加工技术的兴起,方管弯成弧形成型方法有很多,天津宏宇拉弯弯管有限公司结合实际工作情况列举常规方管弧形拉弯的两种方法:种、实弯实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。1)实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。2)实弯的缺点是有拉伸/减薄效应。,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。第二种、空弯空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。1)空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。2)空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
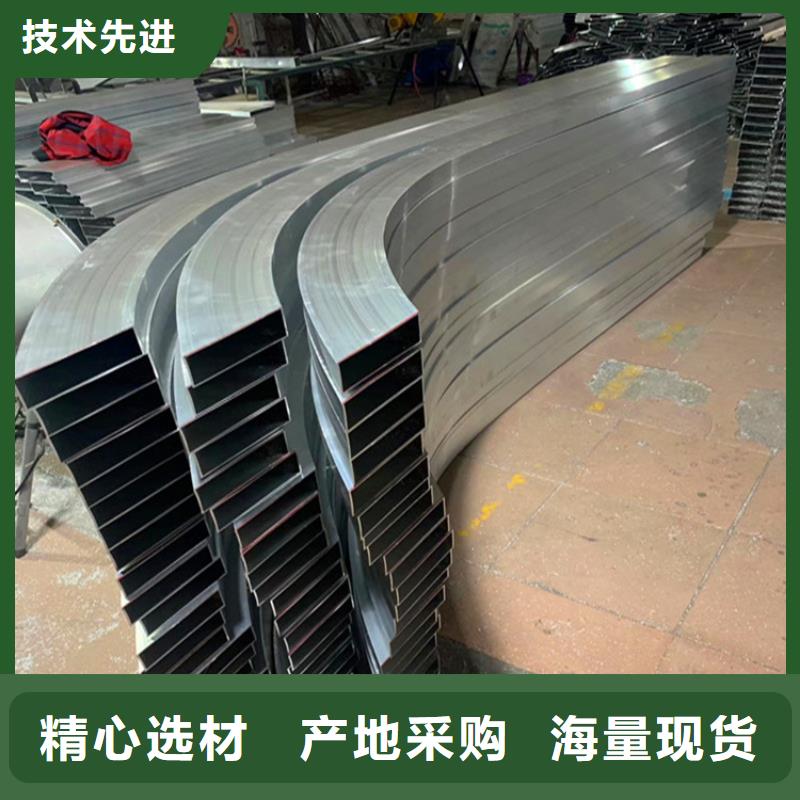
大家对型材拉弯工艺了解多少呢但铝型材拉弯与板才成形较大的不相同取决于,板才一般 能够觉得是各向异性的,而揉捏成型铝型材的各式各样特点则更加明显。拉弯构件承担枢轴抗拉力和弯距彼此成效下的构件变成拉弯构件。它包括轴力受拉构件和有横着载荷成效的支撑杆构件。钢架结构中拉弯构件运用偏少针对拉弯构件,假设弯距并不大而要害承担枢轴抗拉力成效时,它的横截面方式和一般枢轴支撑杆相同。弯在抗拉力和弯距的彼此成效下,横截面出现塑性铰即视作承受力的极限。但对格构式构件或冷拔厚壁槽钢构件,横截面边沿出现塑性变形就现已大部分做到抗压强度的极限。一般情况下。拉弯构件缺失整体可靠性和部分可靠性的概率并不大。是从事型材拉弯设备设计、制造、销售;拉弯工艺研讨和型材煨弯加工;拉弯产品出产的 化企业;建筑金属结构协会成员。公司正以生气勃勃的局势迅速发展。
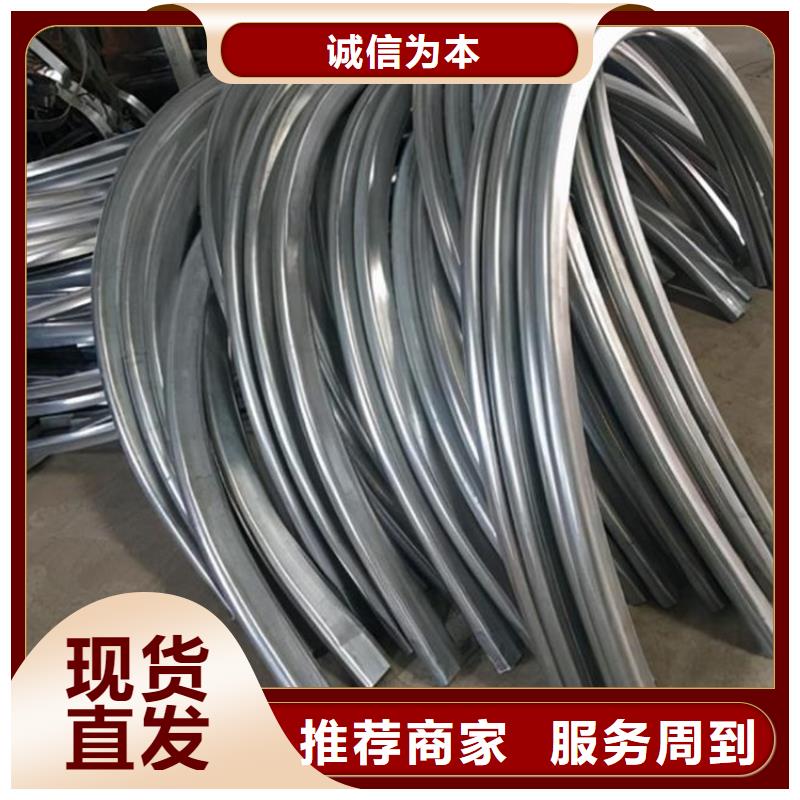
型材拉弯压弯是常用的弯曲方法。所用设备大多为通用的机械压力机或液压机,也有用专用折弯压力机的。常用的滚弯设备是卷板机。三辊卷板机按三点决定一圆的道理,对板坯进行连续弯曲。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调节压下辊的上下位置即可改变它与传动辊之间的相对距离。拉弯时,板材置于传动辊和压下辊之间,传动辊正反方向交换转动,使板材往复运动。调节压下辊使之逐步压下,即可将板材弯曲成所需曲率的圆柱面、圆锥面和曲率较小的双曲面。压下辊一端可升起,便于卸出工件。另外还有四辊和多辊卷板机,四辊卷板机用于卷制厚板圆筒,四辊以上的多辊卷板机,用多对辊子将板材逐渐弯曲成复杂的型面。对于精度要求较高,长度和曲率半径要求较大、横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。拉弯时,板材全部厚度上都受拉应力的作用,因而只产生伸长变形,卸载后弹复引起的变形小,容易保证精度。
