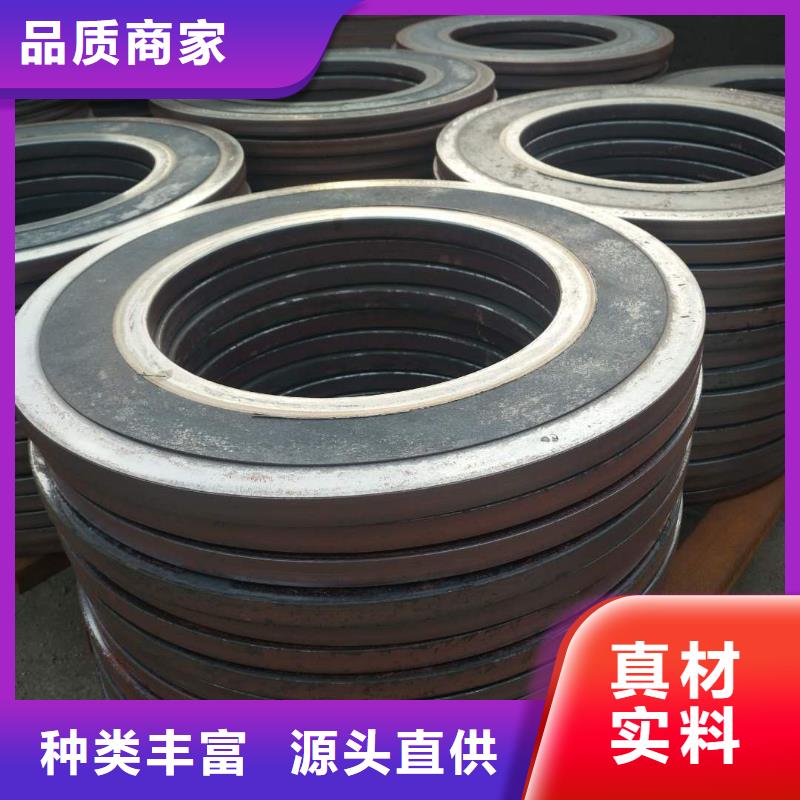



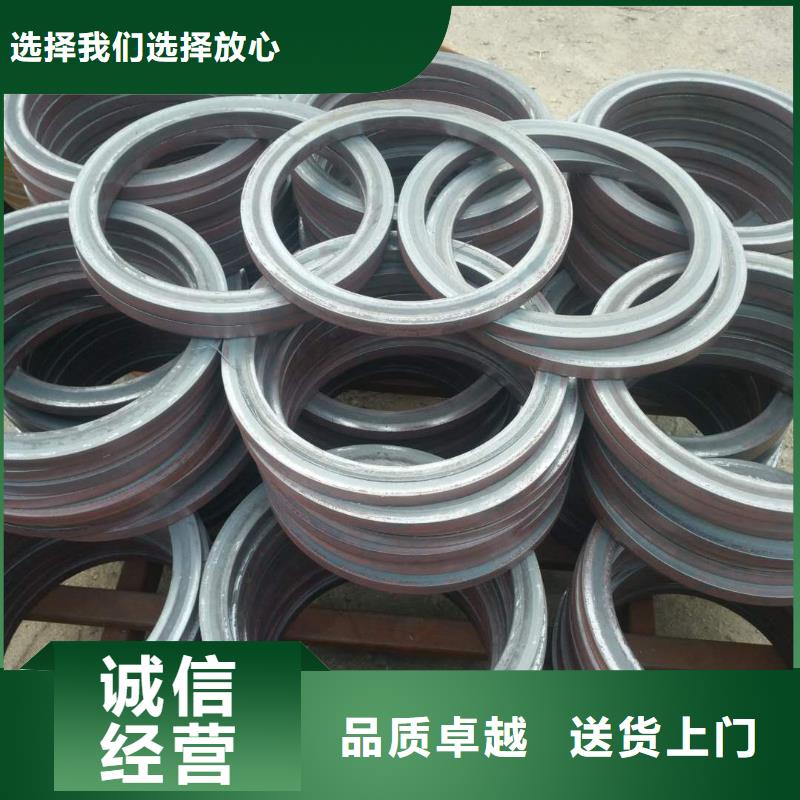

宜春搏远金属制品有限公司专注 齿圈毛坯多年,为客户持续创造更大价值。公司牢固树立“质量优先,用户至上,服务周到,诚实守信”的经营理念,始终坚持“做一单生意, 交一方朋友,树一面旗帜,兴一地市场”的经营原则,致力为用户提供高质量的 齿圈毛坯产品以及高品质的服务, 并热忱欢迎全国广大用户和新老朋友考察指导。



2锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。 自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。
冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。
弯曲 使坯料弯曲成一定角度或形状的锻造工序。
扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。
切割 分割坯料或切除料头的锻造工序。
模锻模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。 1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。
通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。
无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。
割制法兰
在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。这样生产出来的法兰就叫做割制法兰,此类法兰最大直径以中板的幅宽为限。
卷制法兰
用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,再进行水线及螺栓孔的工艺的加工。



盲板法兰简称为盲板或盲法兰,属于国标法兰标准体系。盲板法兰的中间是实的,四周是螺栓孔,外观就像一个铁盖子,故又叫做法兰盖,不锈钢材质的就叫不锈钢法兰盖。盲板法兰可以是平面也可以是突面、凹凸面、榫槽面、环连接面,但不像对焊法兰似的有个脖子(什么是对焊法兰),总之,盲板法兰目的就是为了堵住管道口,是管内物质不致溢出,一般用在供水支管末端。还有就是临时部分管段要先行试压时用到临时封锁用的,有的直接加阀门,有的是原先的管道现在不用了,就用盲法兰盲死。
带颈平焊法兰属于国标法兰标准体系。是国标法兰(又称GB法兰)的其中一种表现形式,是设备或管道上常用的法兰之一。
带颈平焊法兰颈部高度较低,对法兰的刚度、承载能力有所提高。与对焊法兰相比,焊接工作量大,焊条耗量高,经不起高温高压及反复弯曲和温度波动,但现场安装较方便,可省略焊缝拍揉伤的工序。适用范围:PN0.6~4.0MPa,DN≤600mm。
带颈平焊法兰标准有:HG20594、HG20616、GB/T91

