您的位置>首页 >金昌当地产品News >
滚丝机厂家-交期短
发布时间: 2024-04-27 00:01:08
以下是:滚丝机厂家-交期短的产品参数
| 产品参数 |
|---|
| 产品价格 | 1元/个 |
|---|
| 发货期限 | 1-7 |
|---|
| 供货总量 | 50000 |
|---|
| 运费说明 | 电联 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 齐全 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 是否进口 | 否 |
|---|
以下是:滚丝机厂家-交期短的图文视频
导读 滚丝机厂家-交期短,金昌云海旭金属材料有限公司为您提供滚丝机厂家-交期短,联系人:马经理,电话:0635-8216616、13969576735,QQ:13969576735,请联系金昌云海旭金属材料有限公司,发货地:经济开发区崂山路1号发货到金昌。 甘肃省,金昌市 金昌市于1981年设市,因境内金川区、永昌县合称金昌而得市名。为缘矿兴企、因企设市,因盛产镍被誉为“祖国的镍都”。是古丝绸之路重要节点城市,河西走廊主要城市之一,设有金昌海关,金昌机场、兰新铁路、金武高速、金阿铁路等为骨架的立体化交通网络比较完善,是国家“西气东输”“西油东输”“西电东送”能源通道,境内有鸳鸯池遗址、骊靬古城遗址等旅游景点。2011年,被评为国家卫生城市,2014年1月,国家城乡建设部命名为国家园林城市。2015年,被评为全国文明城市。第一批国家新型城镇化综合试点地区。2020年10月,被评为全国双拥模范城(县)。2023年被评为第四批社会信用体系建设示范区。
滚丝机厂家-交期短
<金昌>云海旭金属材料有限公司
验收批及取样数量接头同一施工条件下的同一批材料的同等级、同规格接头以500个为一个验收批进行检验与验收不足500个时也作为一验收批。每一验收批随机抽取3个试件做单向拉伸试验。接头拉伸试件长600㎜接头应位于试件中部。取样单填写内容应包括委托单位、工程名称、建设单位、取样时间、钢筋生产厂家或产地、钢筋套筒级别或牌号、钢筋规格、焊接连接方式、使用部位、试件组数、要求检验项目、取样人、见证人、见证号等。合格率要求:钢筋直螺纹套筒或锁母的抽检合格率应不小于95%。当抽检合格率小于95%时,应另抽取同样数量的产品重新检验。

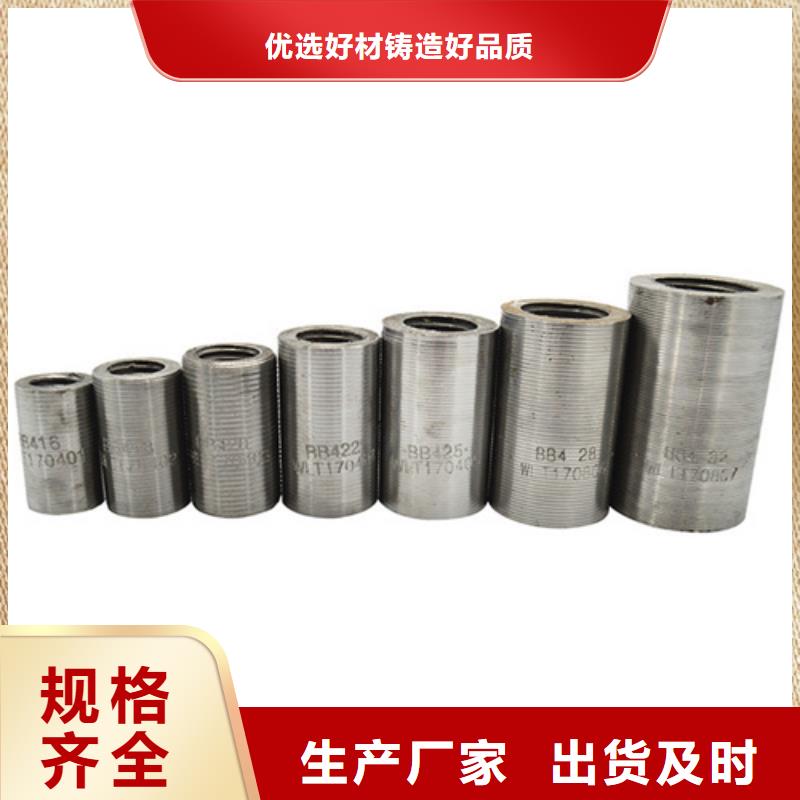
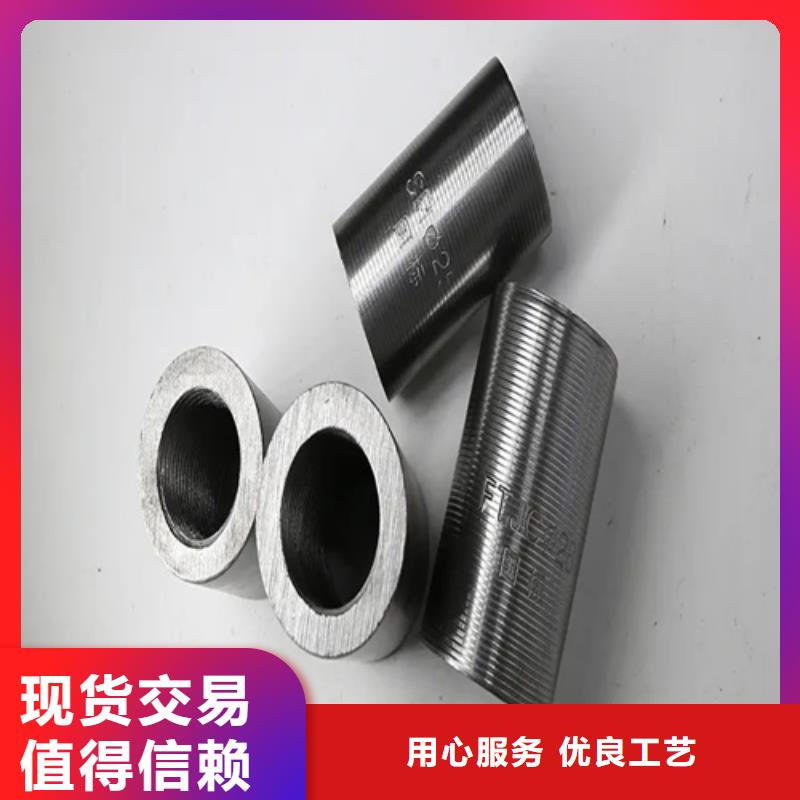
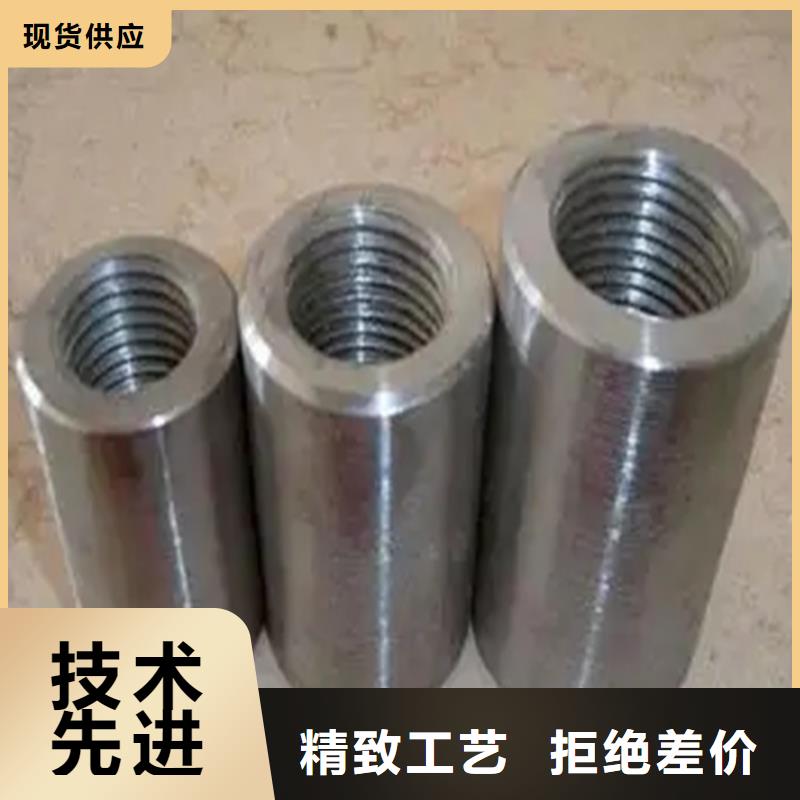
钢筋套筒滚压直螺纹连接工艺流程:钢筋切割→滚压螺纹→丝头检查→现场丝接2、操作工艺:钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成型。钢筋通过滚压螺纹,螺纹底部的材料没有被切削掉,而是被挤出来,加大了原有的直径。螺纹经滚压后材质发生硬化,强度约提高6%—8%,使螺纹对母材的削弱大为减少,其抗拉强度是母材的97%—100%,强度性能十分稳定。套筒质量要求:① 连接套表面无裂纹,螺牙饱满,无其他缺陷。② 牙型规格检查合格,用直螺纹塞规检查尺寸精度。③ 各种型号和规格的连接套外表面,必须有明显的钢筋级别和直径。



总结 滚丝机厂家-交期短,金昌云海旭金属材料有限公司专业从事滚丝机厂家-交期短,联系人:马经理,电话:0635-8216616、13969576735,QQ:13969576735,发货地:经济开发区崂山路1号,以下是滚丝机厂家-交期短的详细页面。