



为您精心制作的厂家实力大(苏沪)NDH型钢锅炉制造安装产品视频已准备就绪,全面展示产品的各项功能和特点。请您抽出片刻时间观看,相信一定会给您带来意想不到的惊喜。
以下是:厂家实力大(苏沪)NDH型钢锅炉制造安装的图文介绍

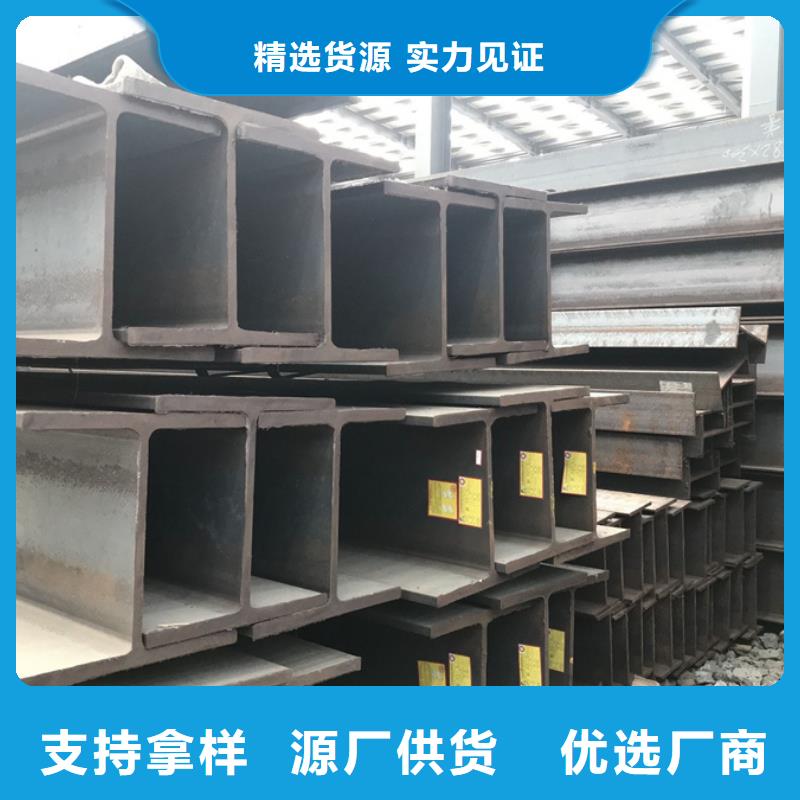
珠海09CuPCrNiA槽钢
苏沪金属制品有限公司
珠海09CuPCrNiA槽钢的图文介绍
美观大方匠心制造
NDH型钢锅炉制造安装")
珠海苏沪金属制品有限公司成立以来,一直秉承着“合作共赢,共创未来”的服务宗旨,以“海纳百川,包容天下”的恢弘气魄和“立足创新,技术精炼”的追求精神,尽力尽情尽心的完善 09CuPCrNiA槽钢产品品质,以此提升公司的全方位服务满意度.

NDH型钢锅炉制造安装")
NDH型钢锅炉制造安装")
NDH型钢锅炉制造安装")
NDH型钢锅炉制造安装")
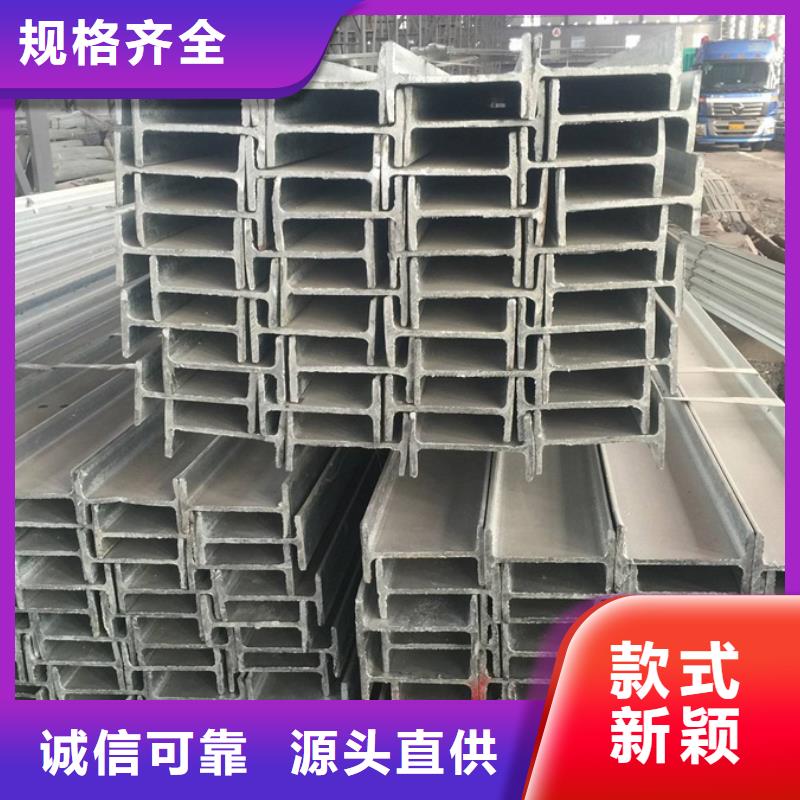
产品实拍图
PRODUCT REAL SHOT DISPLAY
NDH型钢锅炉制造安装")
NDH型钢锅炉制造安装")
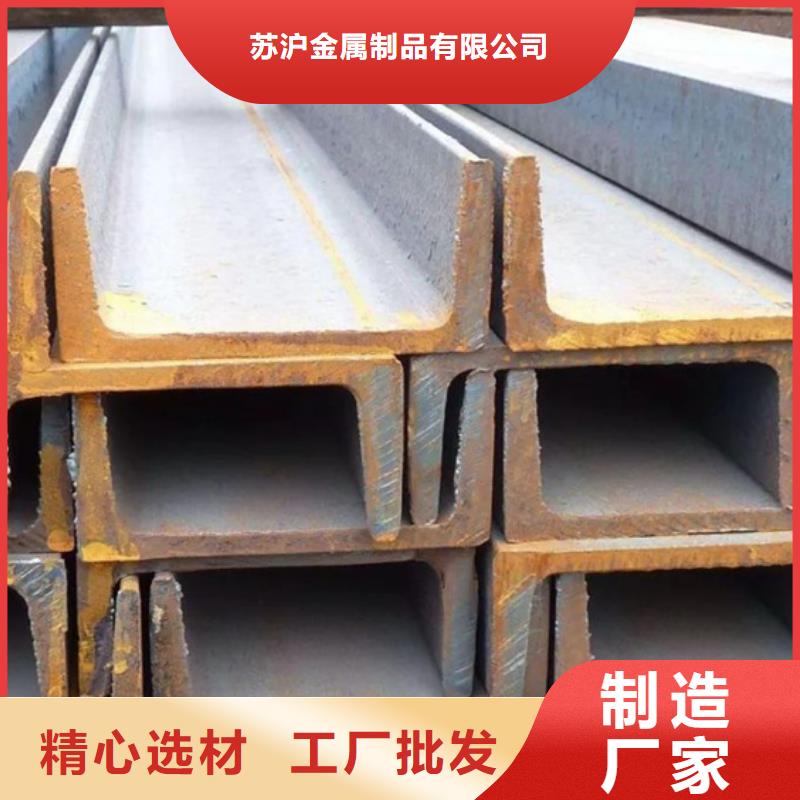
Q355E槽钢的对接工艺共有五点,下面就来逐一介绍每一个步骤:一步:原材料检验:检验准备对接槽钢的外形尺寸是否合格,若不合格则需矫正或更换材料。二步:划线:a)根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:()、保证对接槽钢的小长度要大于200mm。(2)、长度方向上应留有2~3mm的余量。b)划线的原则是槽钢的两翼板上的切割线应垂直于腹板,腹板上切割线应成45°夹角。三步:型材切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在槽钢内侧面开 45°单V形坡口(见下图)。切割面应光滑平整,无缺口。四步:拼装:拼装前把两根准备拼装的槽钢倒扣于平台上,然后调整两槽钢的直线度及间隙,点焊固定。五步:焊接:采用气体保护焊(GMAW)焊接,为减少焊接变形,焊前应将槽钢成对背靠背点焊在一起,先焊翼板上的坡口侧,然后焊接腹板的坡口,坡口侧焊接完成后。打开成对第六步:注意要点:焊接的话主要是担心焊不牢和焊接应力过大。
NDH型钢锅炉制造安装")
NDH型钢锅炉制造安装")
NDH型钢锅炉制造安装")

