





高放废液处理装置,是核燃料再处理循环中各种废气、高放射性废液的混合介质,其腐蚀性非常强烈,常常含有硫酸根、铁离子的成分,处理这种废液应严防设备泄漏,以免污染环境,装置的材料为00Cr18Ni9和00Cr25Ni20Nb,后者耐蚀性非常好,正在运行的后处理厂,均以它为反应器的结构材料。
我国行业定价权的减弱,也从侧面反映出目前行业运行的艰难。而市场活跃度的减弱,生产经营压力将逐渐沿产业链自下而上的传导,而在行业贸易商经过几年的洗礼,坚持下来的已所剩不多。2014年更多的压力将集中在无缝管生产企业,“资金紧、需求弱”将迫使更多的企业减产甚至退市,而只有减少供应量将失衡的天平逐渐恢复,那么,行业定价权才会重新由自身行业决定。山东螺旋管件定价权的回归即伴随着行业调整,这一过程往往是艰难和漫长的。随着近几年整体经济的转弱,原料成本的引领效果也没有前几年明显。各厂间缺少有效的沟通机制,在利益的驱使下,宿迁螺旋管产能集中释放在所难免,导致型材资源库存增加较快。而下游需求释放缓慢,大量资源积压,型材厂家让利促销增多,相互压价,利润被蚕食,甚至部分企业出现亏损现象,然后导致轧线被检修。据统计,目前,山东两条轧线及以上轧线钢厂型材,库存在2万吨以上占80%,大部分资金被库存所占用,使得资金周转不畅;而一条轧线的钢厂型材库存,也在6千到1万吨不等。资源长期积压,使得钢厂生产受限,抛售套现不断增多。山东螺旋管钢厂除了让利促销降库存以外,只有通过停产检修来控制库存增加。

宿迁螺旋管的生产工艺形式分析:
螺旋管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋管的成型器结构形式归纳起来有三种基本形式:
套筒式螺旋成型器:只适用于小口径焊管的成型。它造价低,操作容易。
辊式螺旋成删器:辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
芯棒螺旋成型器:这种成型器适合于小直径、薄壁优越的螺旋管的成型。但钢管内表面可能因摩擦而被擦伤。
宿迁螺旋管在夏季下线后需要注意的问题:
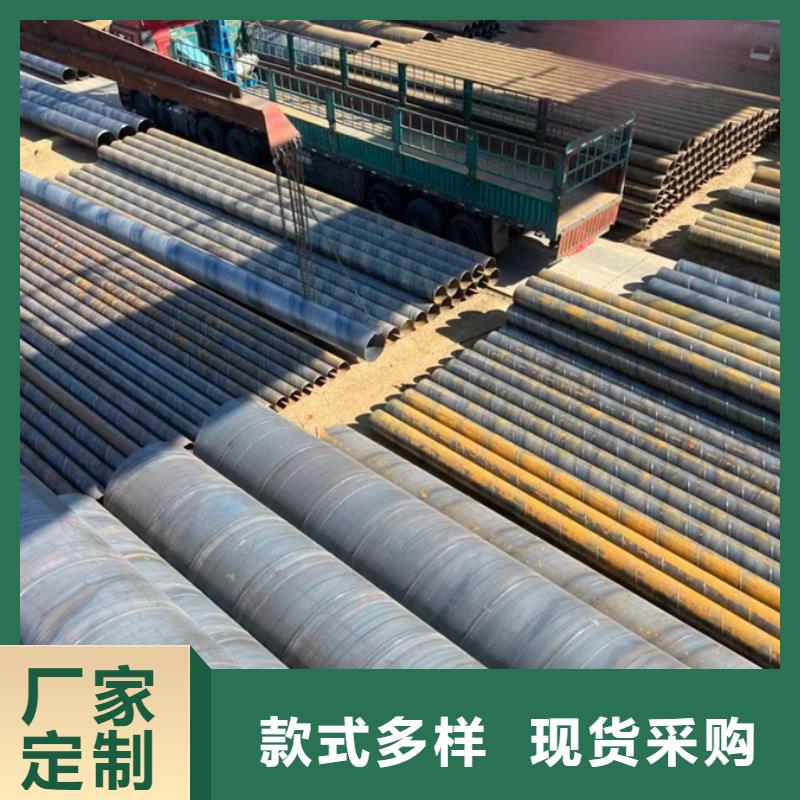
1、宿迁螺旋管下线后应摆放在平整的地方,平摆开,不要互相挤压式摆放,如需挤压式摆放至少要间隔24小时,等PE层完全附着到钢管外壁才可以。
2、宿迁螺旋管下线后不要被雨淋,雨淋后容易导致管接口渗水。

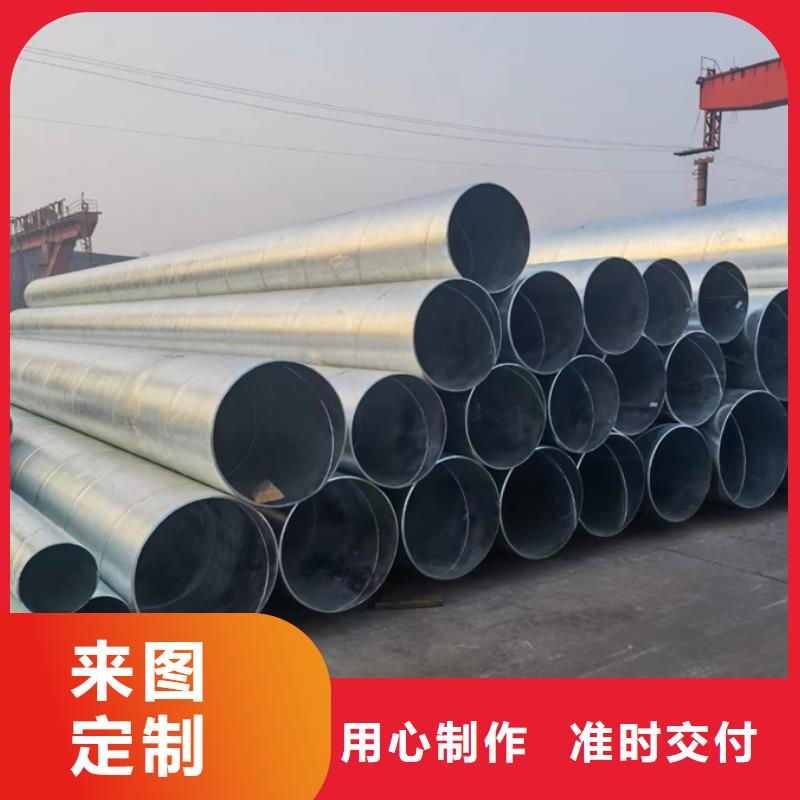
宿迁螺旋管对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机,检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
宿迁螺旋管分析焊接区的常见缺陷:
宿迁螺旋管埋弧焊焊接区易产生的缺陷有气孔、热裂纹、和咬边等。
1、宿迁螺旋管气泡:气泡多发生在焊道中央,其主要原因是氢气依旧以气泡的形式,隐藏在焊缝金属内部,所以,消除这种缺陷的措施是:首先,一定要清除焊丝和焊缝的锈、油、水分及湿气等物质,其次,是一定要很好地烘干焊剂除去湿气。此外,加大电流、降低焊接速度、减慢熔化金属的凝固速度也是很有效的。

宿迁螺旋管厂介绍埋弧焊螺旋管在生产过程中常见的问题:
宿迁螺旋管焊渣的卷入:
入焊渣就是在焊缝金属中残存一部分焊渣.
2.宿迁螺旋管焊透度不佳
内外焊缝金属重叠度不够有时未焊透.这种情况叫做焊透度不足
3.宿迁螺旋管气泡
气泡多发生在焊道中央其主要原因是氢气依旧以气泡的形式隐藏在焊缝金属内部消除这种缺陷的措施是首先必须清除焊丝和焊缝的锈.油.水分及湿气等物质其次是必须很好地烘干焊剂除去湿气.
4.宿迁螺旋管咬边
咬边是沿着焊缝中心线在焊缝边部出现V形沟槽.咬边是在焊速.电流.电压等条件不适当的情况下产生的.其中焊接速度太高要比电流不适合更容易引起咬边缺陷.

