
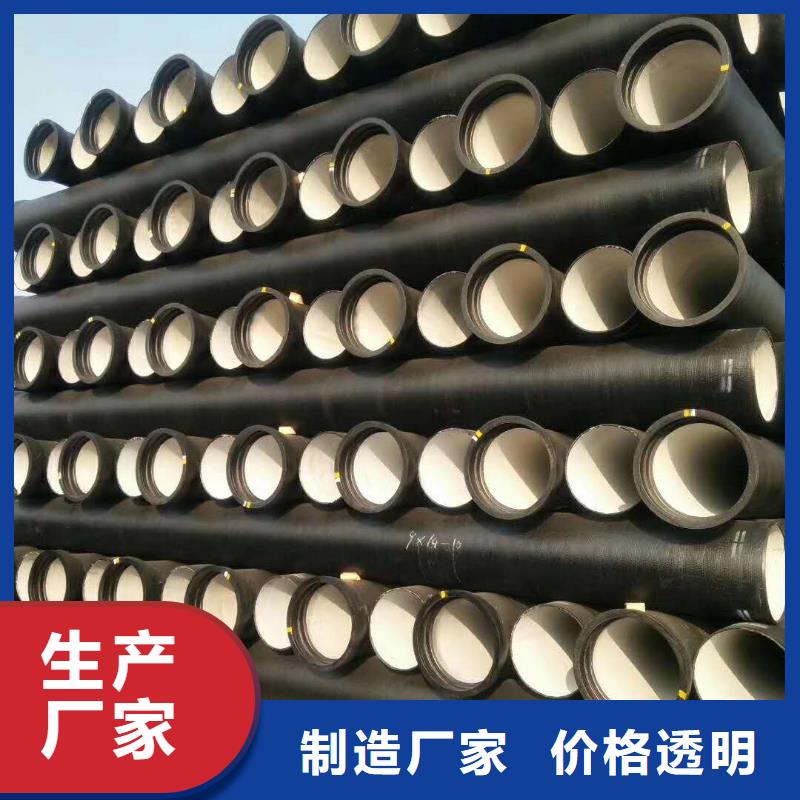






鄂尔多斯球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。 鄂尔多斯球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径鄂尔多斯球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的鄂尔多斯球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。鄂尔多斯球墨铸铁管管件规格型号不同、壁厚不同。
断面严重氧化无金属光泽裂口沿晶粒边发生和发展外形曲折而不规则的裂纹长度为70mm~2 0 0mm。)冷裂纹。裂纹断面表面光洁有金属光泽称冷裂纹长度为10 0mm~30 0mm。1 裂纹情况及其分类在铸管外表面有直线或不规则的曲线裂口称裂纹缺陷: 横向裂纹。铸管外表面产生沿圆周方向的裂纹一般长度为70mm~10 0mm。 鄂尔多斯球墨铸铁管管道试压,试验压力按设计规定,试压应分段进行,分段长度不大于1.0km。分段时应考虑试验后管内泄水的问题。管道穿越河流、铁路、架桥等处,应单独试压。冲水装置应设在整个试验管段的 处,充水速度应尽量慢,以使管道内空气全部被挤出。试压应在管段充满水后,在不大于工作压力条件下充分浸泡48小时后在进行。纵向裂纹。铸管的外表面沿轴线方向的裂纹3)热裂纹。 
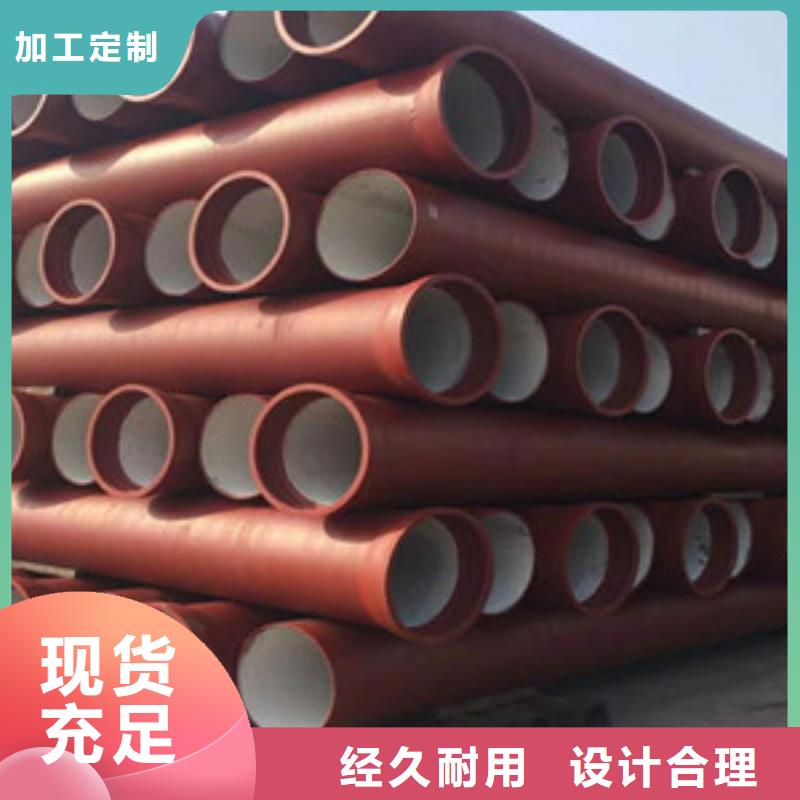
鄂尔多斯球墨铸铁管在使用的时候都要进行硬度检测,但鄂尔多斯球墨铸铁管的硬度在一般的铸铁件本体的测试中是比较困难的,所以往往都是由几个部分来完成的。主权项 权利要求书一种球墨管漏水补救多重密封件,其特征在于:它是由一对扣合的密封壳体组成,在密封壳体的左右两端口槽内分别置有截面为锯齿和唇形的左、右密封圈密封圈只有一个与这对密封壳体结合面错开的斜接头在这对密封壳体的联接面之间置有截面为凹凸形的密封条螺栓组通过联接面上的螺孔将这对密封壳体紧紧地联接在一起。买比原砂型离心铸铁直管:砂型离心铸铁直管之材质为灰口铸铁,适用于水及煤气等压力流体的输送。 
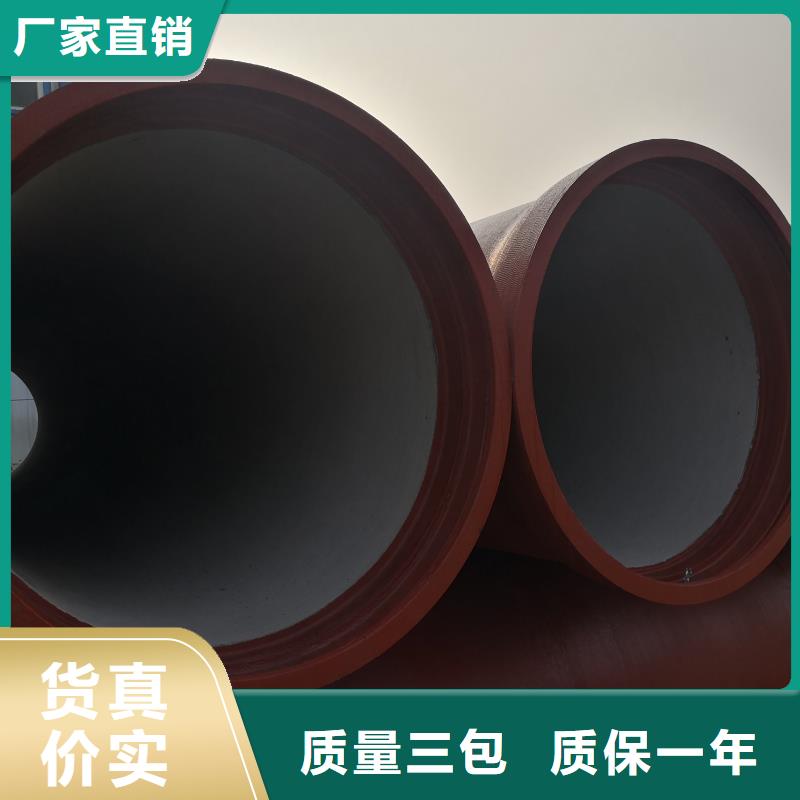
格瑞管业鄂尔多斯球墨铸铁管件从水力功能来看,鄂尔多斯球墨铸铁管因球墨管标准一般指内径,如DN500指管道内径为500mm。PE管标准一般指外径,由于同等标准条件下,球墨管能完成更大的径流量;鄂尔多斯球墨铸铁管从综合装置保护造价来看,球墨管有着更加优越的性价比。近一段时间调研的过程中发现,很多钢企负责人担忧当前化解钢铁过剩产能过程中“一压了之”。“有些地方简单将压减任务目标分解,对产业实际发展考虑不周,好坏不分、一压了之。不少地方在压减过剩产能时,不考虑企业市场竞争力、生产经营、节能环保等实际情况,工作不到位不细致,强硬分解目标,没有和企业充分沟通;有的企业甚至不知道自己已被列入压减名单,在这种情况下,可能削弱了某些合法合规、效益良好企业的竞争力,甚至将其推向深渊。鄂尔多斯球墨铸铁管的首要成分有碳、硅、锰、硫、磷和镁。内壁喷锌,水泥沙浆防腐材料等。 
