




切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件
数控带锯床送的材料尺寸不准的原因
数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例推荐的切削用量是较为合理的
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征
 建贸机械设备有限公司
建贸机械设备有限公司

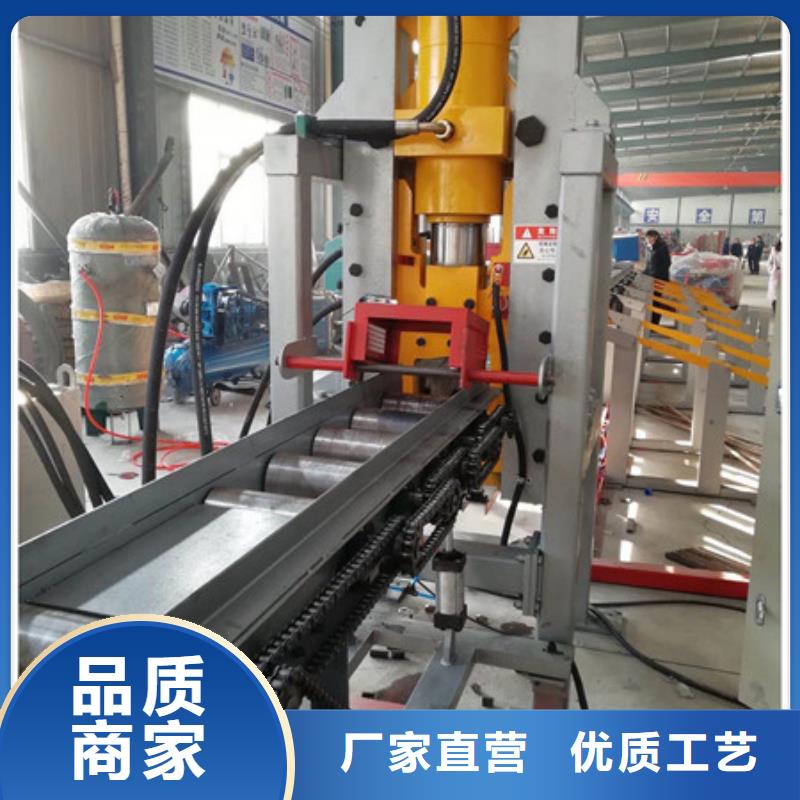
 数控锯床设备特点全自动数控锯床,适用于批量生产连续切割。采用PCL控制系统可设置组不同数据连续切割。触摸屏操作,人机界面取代传统按钮控制面板。手动与自动双功能选择。采用拉线尺控制送料长度,精度高。在锯切中遇到锯带断裂或电机出现过载,都会自动且自动停。技术参数大锯切能力圆管mm方管*mm主电机功率KW液压电机功率KW水泵电机功率KW锯带线速度//m/min送料行程mm送料行程可根据要求定做。
数控锯床设备特点全自动数控锯床,适用于批量生产连续切割。采用PCL控制系统可设置组不同数据连续切割。触摸屏操作,人机界面取代传统按钮控制面板。手动与自动双功能选择。采用拉线尺控制送料长度,精度高。在锯切中遇到锯带断裂或电机出现过载,都会自动且自动停。技术参数大锯切能力圆管mm方管*mm主电机功率KW液压电机功率KW水泵电机功率KW锯带线速度//m/min送料行程mm送料行程可根据要求定做。中间为夹料虎钳和手动送料机构,虎钳前方连接有承接成品的工作台,左侧的装置为丝杆传过液压加紧油缸内孔,转动手轮或按住按钮,使左钳口左右运动。锯梁和传动机构,由厚钢板切割成形焊接而成,具有较强的刚性,其右后侧固定有涡轮箱,箱内的涡轮于锯梁上面的轮固接,二者同步,左侧为锯条的回转运动,由主电机皮带轮涡轮付经两级变速将驱动传递到轮,再由轮锯条驱动被动轮来实现的,锯条运转速度共三挡。性能特点本机采用台湾技术,双立柱结构,保证导向精度,锯削稳定可靠。 钢筋带锯床故障 :锯切时产生尖叫 :1:锯带速度过快或进给量偏大。2:冷却液选择不当或配比不合。3:导向块过紧。4:材料中有硬块。5:锯条齿轮不符。? 排除措施:1:降低速度或进给量。2:更换冷却液。3:调整导向块间隙。4:将工件转动一定的角度再重新切削。5:重选齿轮。? 故障: 锯料倾斜:1:锯齿选择不当。2:导向臂调整不当台面或钳口不垂直。3:导向块间隙太大。4:锯条分齿不对称。5:锯带张紧度不够。6:进给量太大。? 排除方法:1:选用合适锯带。2:重新调整导向臂。3:调整导向块间隙。4:更换合格锯带。5:提高张紧力。6:降低进给量。? 故障:锯带闷车打滑或中断切削:1:进给量太大。2:过载保护过载量小。排除方法:1:降低进给量。2:调大过载量。
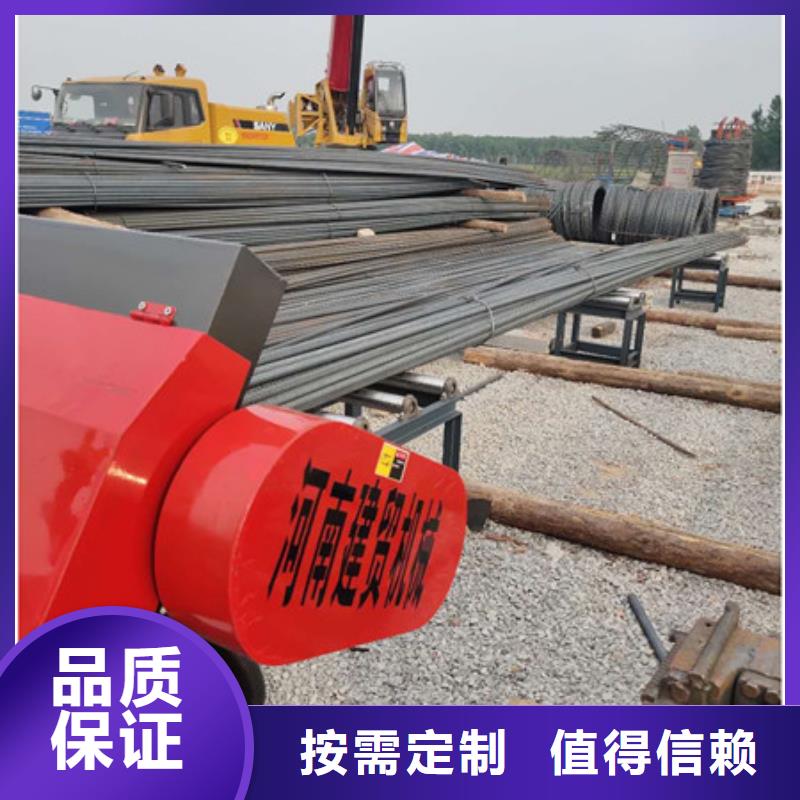
 盐城数控钢筋带锯床、数控钢筋带锯床厂家-库存充足
盐城数控钢筋带锯床、数控钢筋带锯床厂家-库存充足

