


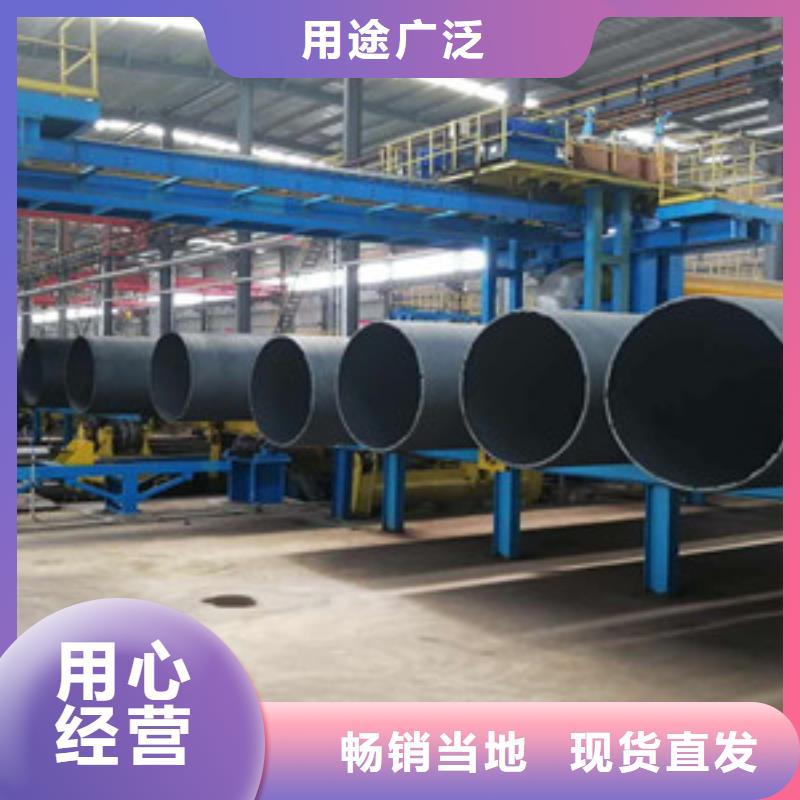




挤压筒的预热采用内置式的加热元件进行预热(图7-5和图7-6),而对于较小的挤压筒,较多的是采用活动的感应加热器(也有用热坯料)直接放入挤压筒内腔内进行预热。尖锐的过渡断面将成为应力集中的“策源地”。局部应力集中连同冲击性的外加负荷的数值,往往要超过工模具材料的强度限,从而导致工模具的脆性破坏。挤压工模具的脆性破坏,球墨铸铁管厂家指出,钨钢、铬一碳钢和钼合金钢形成热裂纹的倾向性比较小这是由于这类钢具有较高的耐热性,良好的疲劳强度和小的塑性变形,从而提高了挤压模具的使用寿命在多数情况下,挤压工模具的脆性破坏与存在尖锐的过渡断面有关。其原在快速交替的加热与冷却的情况下,一般对于较大吨位的卧式挤压机,尤其是大断面的工模具的脆性破坏,往往是工模具用水冷却在强化工作的条件下内套筒的内表面金属被压入模座的闭锁区。
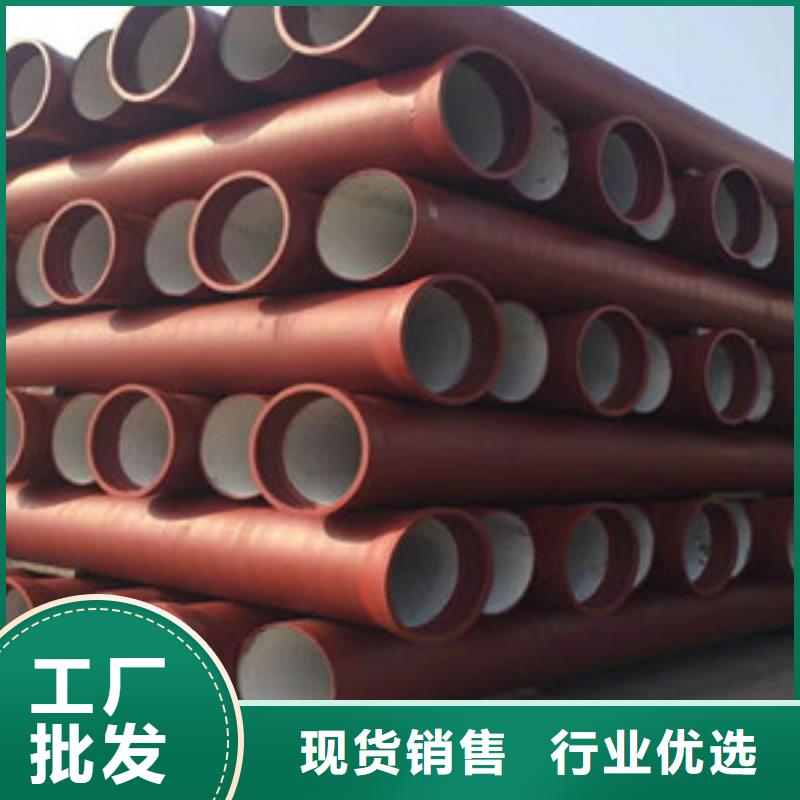
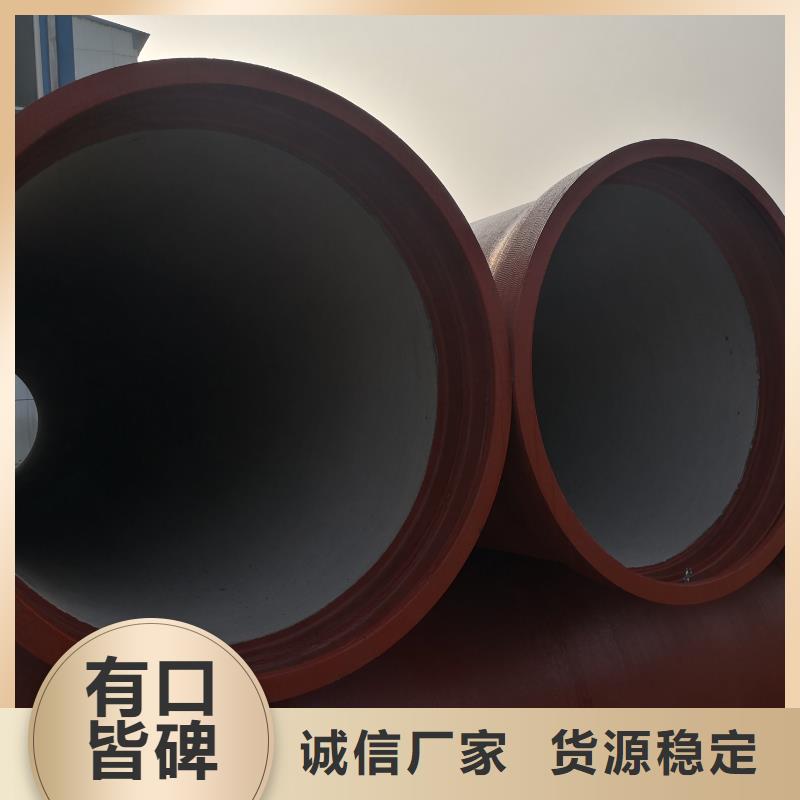
球墨管安装后的密闭性更好,也可以通过多种防腐防腐蚀性能,从水力性能来看,因球墨管规格一般。球墨铸铁管的生产。为区别一些钢管是用钢板卷曲焊接而成。这种性能其实是保证钢材质球墨铸铁管能在使用过程中不出现问题的重要保证,同时,球墨铸铁管在生产。费用低。具有可伸缩性和转折,拆装方便,良好的能力承受局部沉降。温度:若铁液温度过高,铁液氧化严重,由于镁与稀土易与氧化物产生还原反应,而使得镁、稀土含量降低,同时高温也将增加镁的烧损和蒸发;铁液温度太低,球化剂不能熔化和被铁液吸收,而上浮至铁液表面燃烧或被氧化。墨铸铁管的出货一月不如。小抗拉强度:0/Mpa,屈服强度。且安装后内外承压力更好,从密闭性和防腐性上来看,所以切割机应符合两种砂会,与碳化硅切割砂轮适用于切割与水泥砂浆衬里球墨铸铁管。

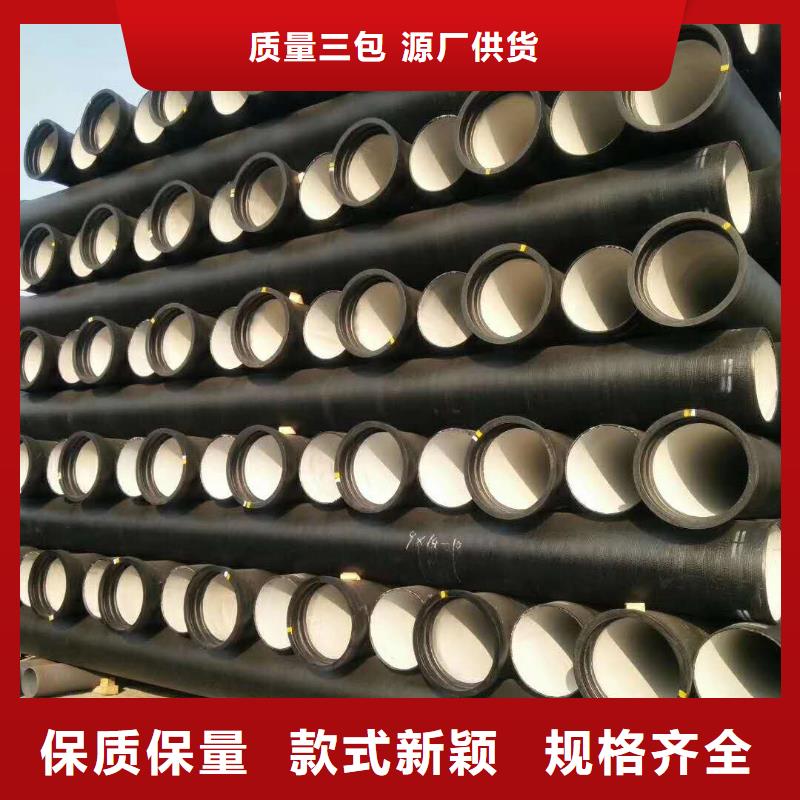
球墨铸铁管相同规格的工作压力等级新标准比原标准均有所降低,但以管材的允许工作压力进行等级分类比以壁厚进行分类更具有实际意义,更有助于用户根据需要进行管道设计与管材选用。球墨铸铁管新标准引入的C级管材,虽然常用推荐压力与老标准K9级比,指标有所降低,但从对整条管线压力的符合性而言(因为这实际取决于该管线中所用管件的承压能力),是完全能够满足的。球墨铸铁管而原标准规定,管材按标准壁厚级别分类,以字母K为首表示。常用推荐壁厚等级为K9,其余包括K7、K8、K10、K11、K12…,压力等级为3.2Mpa(适用规格≥DN700)、4.0Mpa(适用规格DN350-600)、5.0Mpa(适用规格≤DN300),标准较小壁厚6mm。

球墨铸铁管给水管道冲洗工序(洗管),是竣工验收前的一项重要工作,冲洗前必须认真拟订冲洗方案,长距离管道应分段进行,分区冲洗,做好冲洗设计,以保证冲洗工作顺利进行。管道冲洗要耗用大量的水,水源必须充足,冲洗时应避开用水高峰,以流速不小于1.5m/s的冲洗水连续冲洗,直至出口水的浊度、色度与入口水目测一致时即可取水化验。直管、管件和附件的硬度是指用标准的工具可以对其进行切割、钻孔、打眼/或机械加工的硬度。如有争议,可进行硬度试验。 离心球墨铸铁管的布氏硬度值不得超过230HB,非离心球墨铸铁管、管件和附件的布氏硬度值不得超过250HB。焊接部件的焊接受热区的布氏硬度值可高些。
管道消毒应采用含量不低于20mg/l氯离子浓度的清水浸泡24小时,再次冲洗,直至水质管理部门取样化验合格。
