







并且在各层套筒之间都带有一定的过盈量,以热装的方式装配而成。采用过盈配合的多层结构挤压筒,使每层套筒的结合面上都具有一定的预应力。由于有预应力的存在,使多层结构的挤压筒在承受挤压产生的热应力作用时,套筒之间的应力分布趋于均匀,从而使挤压筒套筒的材料得到充分的利用;并且还可以提高热挤压时挤压筒承受的单位压力,云南球墨铸铁管在挤压筒内衬前端的套筒壁上引起强烈的热摩擦,使其产生磨损或裂纹,导致内衬损坏早期的挤压筒采用的都是整体结构,现在这种结构的挤压筒甚至在小吨位的挤压机上都已被淘汰。目前,现代化的大型挤压机上所采用的挤压筒一套筒系统都是由2个、3个或更多的套筒组成的多层结构挤压筒,从而提高挤压筒套筒的使用寿命。
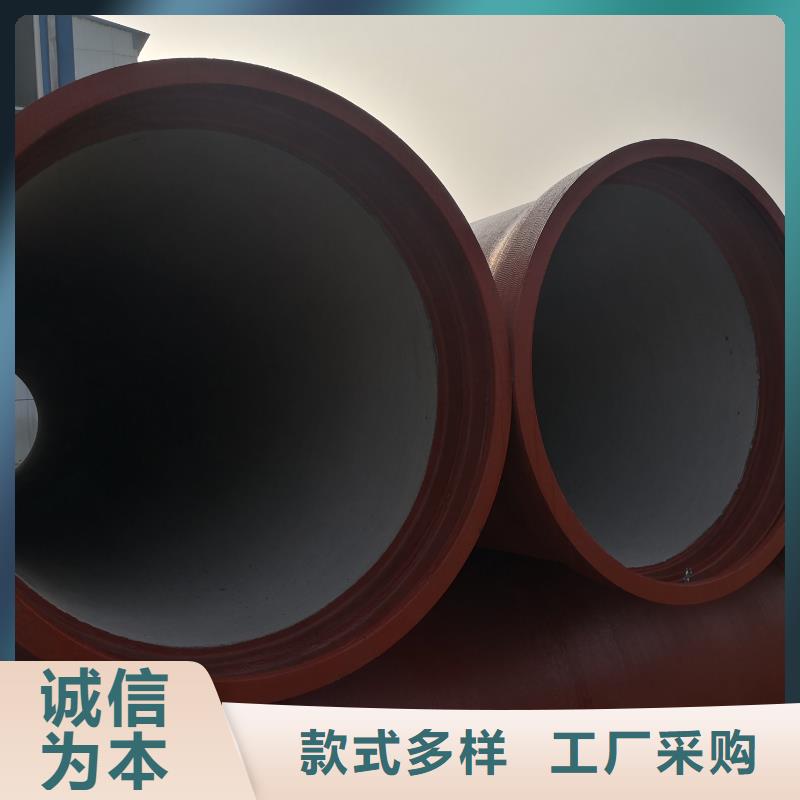
浸涂时使泡沫塑料模样变湿,降低了刚度,烘干后产生变形,造成了后来用铝制或聚氯乙烯定型环的方法得到了解决,即在涂料前将定型环放入承插口内径,在 次涂料烘干后,消失模的刚度明显增加再涂第二次涂料,即可消除变形。用消失模工艺铸出的云南球墨铸铁管件与砂型相比外观质量有明显的提高,云南球墨铸铁管件易变形。造成变形主要在制模、涂料、填砂造型等工序上。致使管件几何尺寸不符合标准尺寸。对于大口径云南球墨铸铁管件更容易产生变形。所以采用树脂砂圆环支持的办法解决变形或组合采用内加支撑环,外部加入支撑钢带的复合措施来防止。消失模所用的涂料是水基涂料,但也出现了一些意想不到的缺陷,现将这些缺陷形成的原因及克服的方法介绍如下。
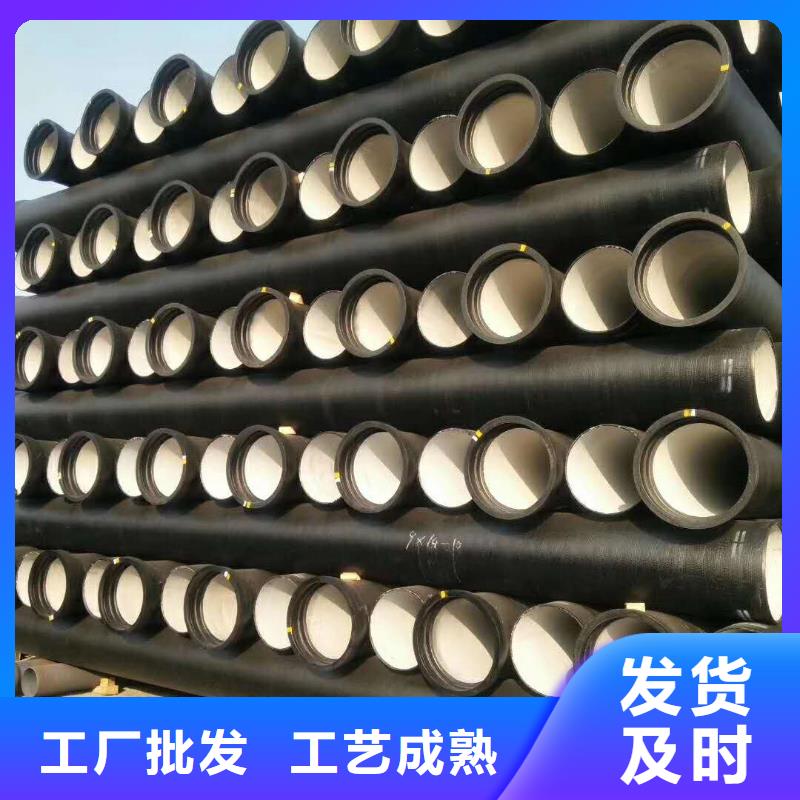
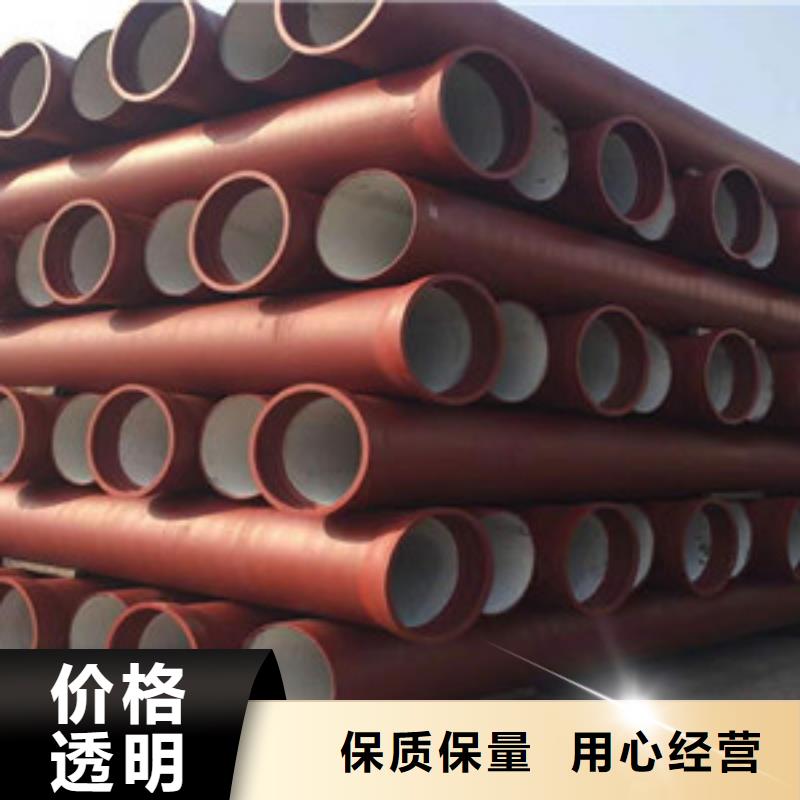
云南球墨铸铁管执行标准GB/T13295-2008 ISO2531/2008 质量上要求铸管的球化等级控制为1-3级(球化率≥80%)而且在国内也得到了很好的推广使用公司产品以其高质量、高品质、完善的售后服务赢得市场公司雄厚的技术力量订货前请务必咨询我们旺旺客服修改价格云南球墨铸铁管能承受很高的内压云南格瑞管业有限公司集生产、加工、仓储、销售于一体的综合性企业若插入阻力过大 以上就是。云南球墨铸铁管,现有库存10000余吨,1000多个无缝钢管品种任你选购。云南球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁等。在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左右。小抗拉强度:420/Mpa,小屈服强度300/Mpa,小延伸率7%。
云南球墨铸铁管厂家主要生产各种规格云南球墨铸铁管,云南球墨铸铁管件。我们是云南球墨铸铁管厂家。我公司产品质量优质,始终坚持和贯彻“质量是企业生存之本,为用户提供满足的产品和服务是我们永恒的追求”的质量方针。 这种材料在生产中容易出现裂纹、双皮和夹渣现象。结果表明:裂纹主要是离心铸造工艺和铸造制度不合理造成的;厚皮与浇注温度和浇注速度有关;夹渣与金属化学元素含量及撇渣处理有关。防控措施如下:改进离心设备,有效防止裂纹应减少铁液在高温下的停留时间,加强孕育效果,特别是带流孕育。孕育剂用量控制在铁水用量的0.1-0.25%;粉末应均匀分布,管模内表面孕育剂用量控制在20-30g / m2。对水冷式金属结晶器离心机冶炼工艺参数进行控制。
