
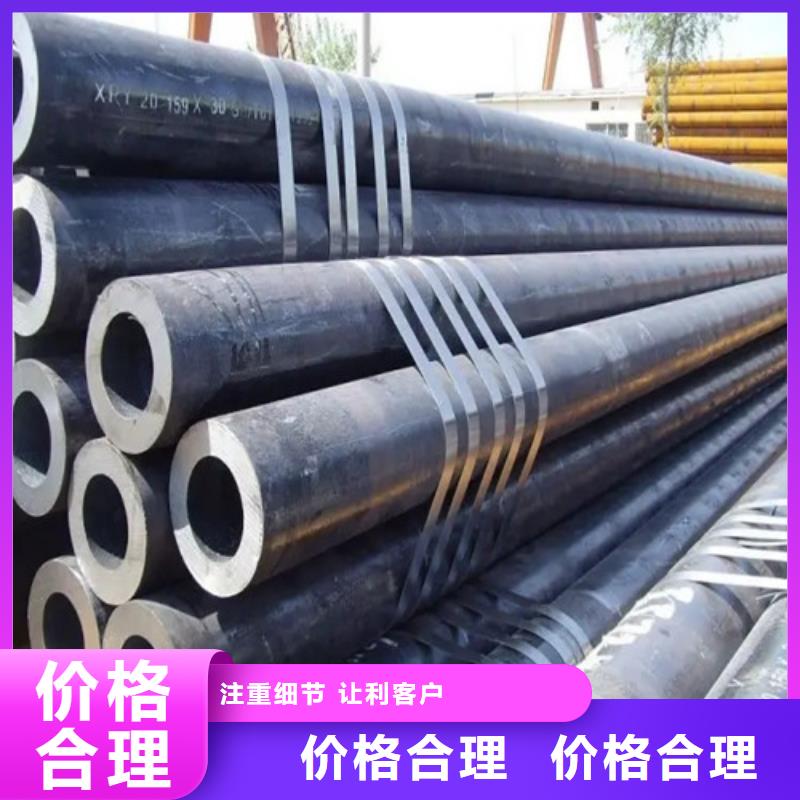

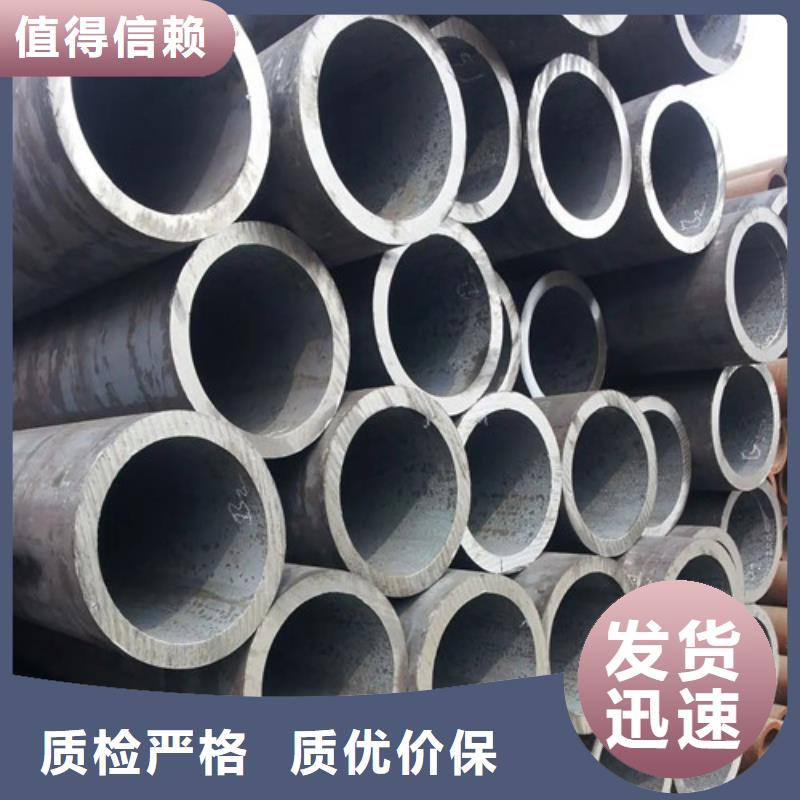

工艺流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装。制造工艺:热轧、冷拔、热扩。按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。 热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。后经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。 若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。



影响无缝钢管质量的因素很多,包括轧制钢坯的基本质量、同城规格、同城外观设计以及表面质量和光洁度;热处理炉进出口温度的可靠性,板坯中频的均匀性;轧制工艺水平。挤出机的结构形式,挤出机设计的抗弯刚度和制造精度,尤其是预精整和精整挤出机。无缝钢管挤出机的传动系统方式,以及结构和制造精度,组合式齿轮传动方式对于声卡架之间的机车车辆张力传感器来说难度更大;在挤出机声卡架中间,轧材沿冷轧方向的支撑力是多少?无缝钢管的强化解决方案还将包括原材料解决方案。 目前无缝钢管选用的原材料产品都是对原材料的规格和精度要求比较高的产品。在生产加工的情况下,生产加工后产品规格的精度和表面光泽将根据原材料规格的选择来确定。一般情况下,选用比产品要求直径大几毫米的原材料进行生产加工。强化解决方案条件下无缝钢管的拉拔生产加工。 是指原材料在前期得到解决后,即可以在机器上进行操作,进行生产加工。


