







球墨铸铁管据相关资料显示,目前全国涉及铸铁管的各类电子交易平台已增至150余家,在全国大宗商品电子商务企业总数中占比25%左右。其中,具有一定规模、一定影响力的电子商务平台超过30家,而近两年内新建平台数量占到了41%,呈现出“井喷”态势。愈来愈多的电商朝着向行业“提供在线交易、在线融资、支付结算、物流仓储、数据分析等服务”的方向发展,盈利模式愈发多样化。球墨铸铁管商采取通过加工配送来增加效益。据了解,上海某位多年经营球墨铸铁管贸易的铸铁管贸易商自2008年起便开始了球墨铸铁管的加工配送服务,根据客户的需求加工球墨铸铁管并完成配送,
对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。特别是小口径的管子可以适当降低加热段炉气温度。
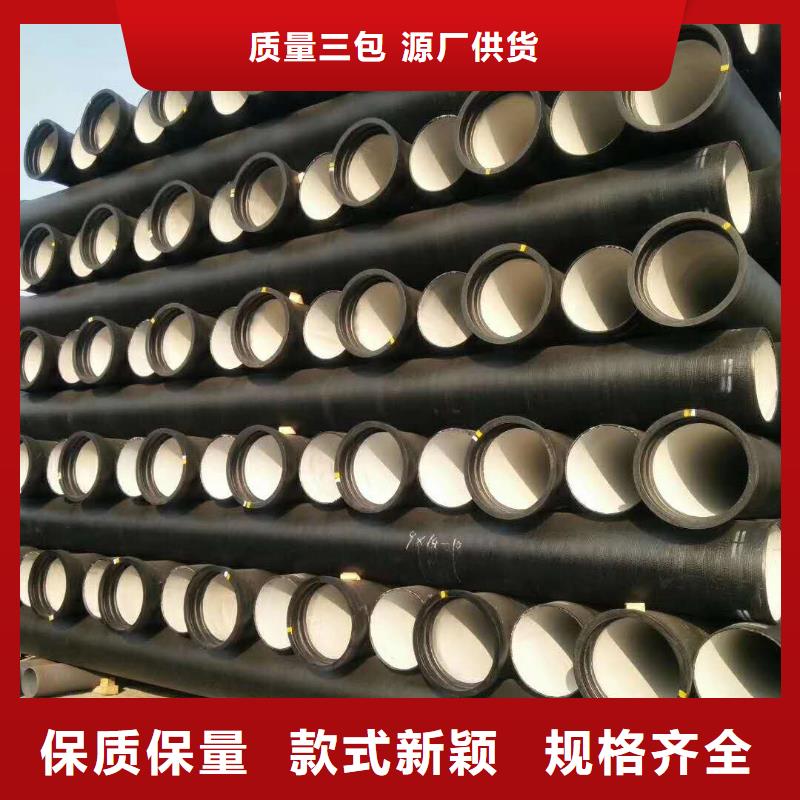
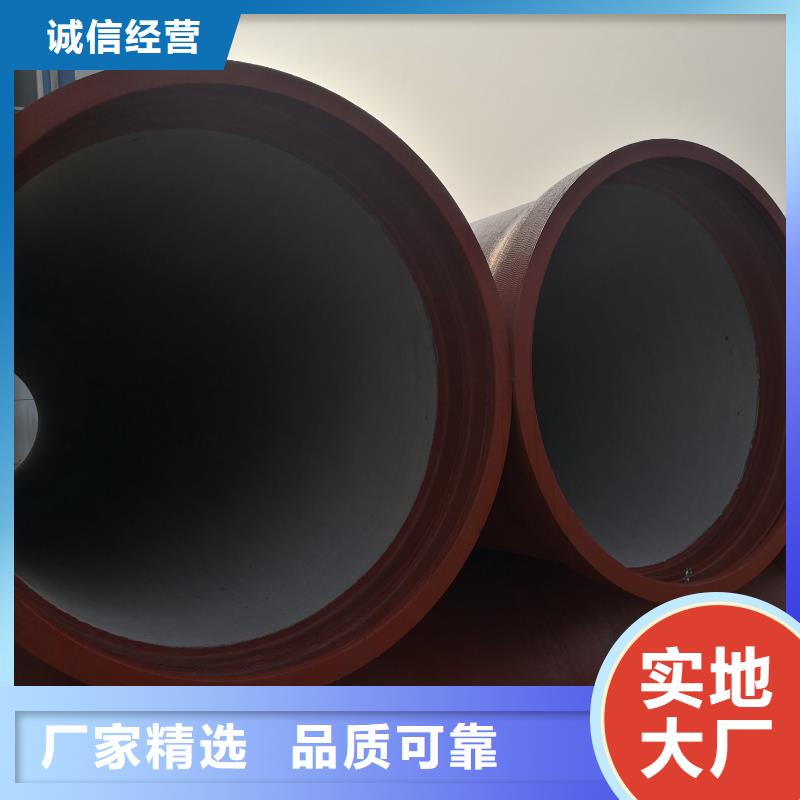
合理操控浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。操控机身冷却水进口温度为28-36℃,出口温度为50-57℃。为解决降低铁液中的含硫量,削减硫化物的发生,应操控W(S)<0.02%;适当进步浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量操控在1-2%为宜;加强铁液的扒渣和挡渣作用;铁液中的残镁流量不易过高(操控在0.035-0.045%),以削减铁液外表氧化。球墨铸铁管是铸铁的一种,是一种铁、碳和硅的合金。球墨铸铁中石墨是以球状形式存在的,一般石墨的巨细为6-7级,质量上要求铸管的球化等级控制为1-3级(球化率≥80%),因而资料本身的机械功能得到了较好的改进,具有铁的本质,钢的功能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械功能较好。

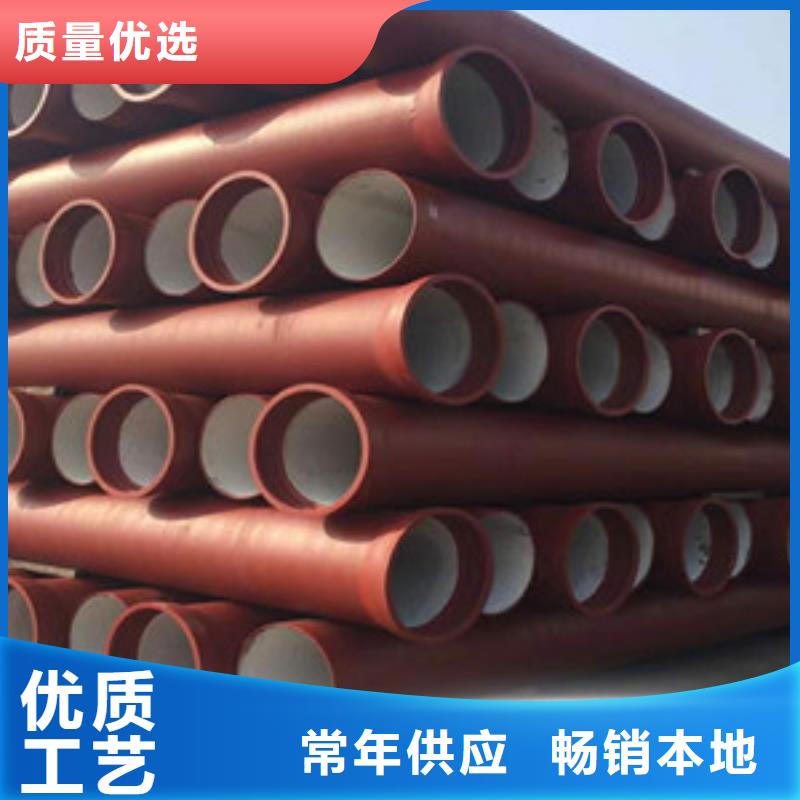
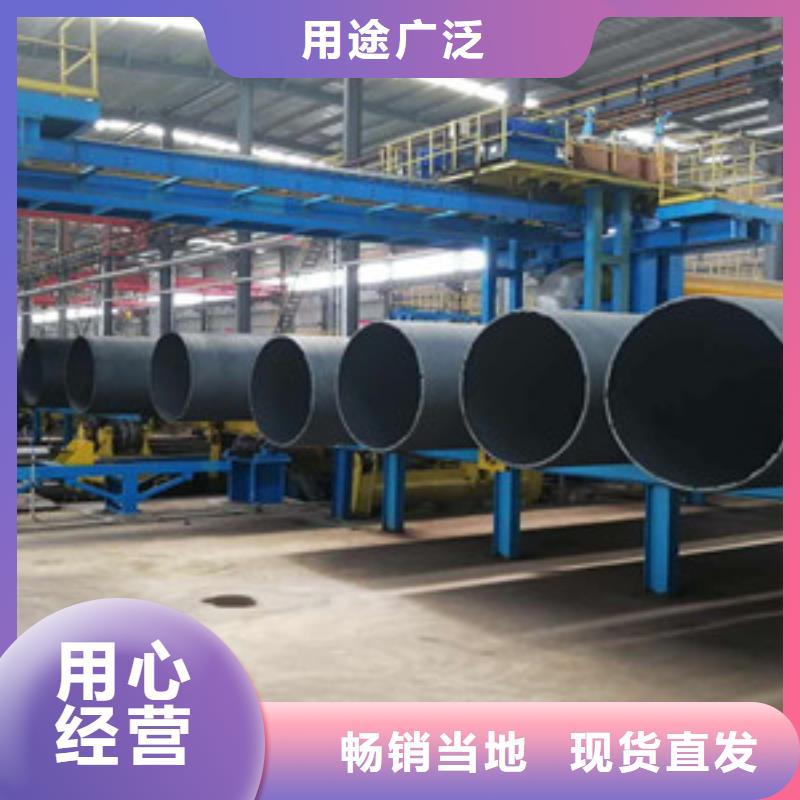
大口径球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。球墨铸铁管就是按传统的拉管工艺制作的管(也就是说的连续球墨铸铁管),质量不是很能保证。离心球墨铸铁管是按离心浇铸的工艺制作的管,这种管的质量能保证。主要用于输水、输油、输气的管道。 水冷金属型球墨铸铁管单支长度为6米,目前市场主流球墨管均为水冷金属型球墨铸铁管。热膜铸造工艺的球墨管一般为单支长度8米,采用此种工艺生产的球墨铸铁管一般为大口径管道。比如DN1000以上。考虑到球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。
