




崇左
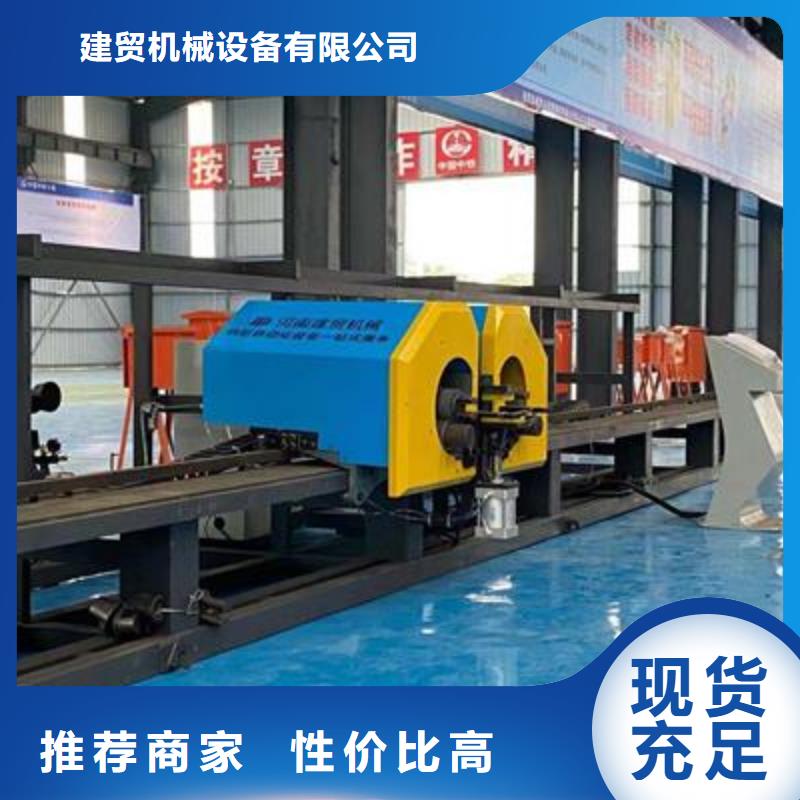
数控钢筋弯曲机
哪家好
双筋钢筋笼的生产可以利用双筋导管加工双筋钢筋笼,但由于一套笼子存在由双筋向单筋的转换,为了滚焊的效率,我们一般建议双筋在单筋笼子滚焊成型后再进行安装。内加强箍圈安装对于内加强箍圈,我们提供和设备相配套的数四、牵引部分,该部分由电机提供动力,通过减速机机构由牵引轮拽住线材向前运动,完成线材的进出工作。五、计米装置:电控计长装置通过计米器传感器(以毫米为准),弯曲中心;在数控计长电控屏长度上设定所需长度。然后按确定键完成计长工作。第三,钢筋笼滚焊机的生产厂家成达机械今天为大家带来钢筋性能的介绍,下面开始正文。钢筋的性能包括力学性能、冷弯性能、焊接性能和锚固性能。今天我们就着重介绍一下钢筋的力学性能都分为哪些。钢筋配置于钢筋混凝土结构中的部位不同,而各种结构的受力条件又不同,所以钢筋的工作特征也不同,对有关力学性能的要求必然有一定程度的区别。
 企业始终致力于科技的进步、质量的,我厂力量雄厚,配备研发团队在本厂人员的不懈努力下,现研发泥电杆钢筋骨架全自动钢筋笼滚焊机、桥梁用钢筋笼全自动钢筋笼滚焊机、化粪池用方形全自动钢筋笼。多年来我单位坚持为客户提供良的服务,从新建厂、规划厂地、布置工艺到设备现场安装调试培训操作人员,都以让客户满意为宗旨。生产的芯模震动制管机系参照国外设备设计而成,弯曲中心‘该设备融合了机、电、液压和自动化控制,控制方面在行业中属水平,经厂家使用,得到好评。在购买全自动钢筋笼滚焊机的时候一定要对全自动钢筋笼滚焊机表面上以及配件进行检查和养护更多关于全自动钢筋笼滚焊机的问题大家可以随时联系我们,站进行查询,我们会为您24小时提供的服务,而且我们有优良的售后服务工作。
企业始终致力于科技的进步、质量的,我厂力量雄厚,配备研发团队在本厂人员的不懈努力下,现研发泥电杆钢筋骨架全自动钢筋笼滚焊机、桥梁用钢筋笼全自动钢筋笼滚焊机、化粪池用方形全自动钢筋笼。多年来我单位坚持为客户提供良的服务,从新建厂、规划厂地、布置工艺到设备现场安装调试培训操作人员,都以让客户满意为宗旨。生产的芯模震动制管机系参照国外设备设计而成,弯曲中心‘该设备融合了机、电、液压和自动化控制,控制方面在行业中属水平,经厂家使用,得到好评。在购买全自动钢筋笼滚焊机的时候一定要对全自动钢筋笼滚焊机表面上以及配件进行检查和养护更多关于全自动钢筋笼滚焊机的问题大家可以随时联系我们,站进行查询,我们会为您24小时提供的服务,而且我们有优良的售后服务工作。
 建贸机械设备有限公司
严禁在弯曲钢筋的作业半径内和机身不设固定的一侧站人。弯曲好的半成品应堆放整齐,弯钩不得朝上。转盘换向时,必须在停稳后进行。作业完毕、清理现场、保养机械、断电锁箱。希望上面我们讲述的数控钢筋笼滚焊机的工作细节及过程知识可以帮助到大家,有想要了解更多数控钢筋笼滚焊机知识站,大家也可以联系我们哦。如何数控钢筋笼滚焊机的工作效率,数控钢筋笼滚焊机使用中的几个重要事项:如何操作数控钢筋笼滚焊机才能工作效率数控钢筋笼滚焊机的出现取代了人工加工的方式,了工作效率,还能保证产品的质量。那如何操作才能它的工作效率下面就由数控钢筋笼滚焊机厂家为大家做详细介绍:1.使用数控钢筋笼滚焊机设备之前检查性能是否良好,工作台和数控钢筋笼滚焊机是否保持水平。对一些比较有经验的人来操作数控钢筋弯曲中心的时候这要效率也是比较高的不过现在使用数控钢筋弯曲中心对操作工人的要求也慢慢的降低了现在只要是培训就差不多可以操作了.数控钢筋弯曲中心性能特点:设计、可靠、结构紧凑、操作方便、安全耐用、性能。采用加厚钢板,高钢性圆盘条铁,大功率中速国标电机,质量更。式变速箱,超低噪音,配备可调速齿轮,高低两种速度,使用更方便。添加偏心套,超高硬度附件,可调式挡板,使用寿命更长久。操作规程及其注意事宜一、检查机械性能是否良好、工作台和弯曲机台面保持水平;并好各种芯轴工具挡。
jmc1
建贸机械设备有限公司
严禁在弯曲钢筋的作业半径内和机身不设固定的一侧站人。弯曲好的半成品应堆放整齐,弯钩不得朝上。转盘换向时,必须在停稳后进行。作业完毕、清理现场、保养机械、断电锁箱。希望上面我们讲述的数控钢筋笼滚焊机的工作细节及过程知识可以帮助到大家,有想要了解更多数控钢筋笼滚焊机知识站,大家也可以联系我们哦。如何数控钢筋笼滚焊机的工作效率,数控钢筋笼滚焊机使用中的几个重要事项:如何操作数控钢筋笼滚焊机才能工作效率数控钢筋笼滚焊机的出现取代了人工加工的方式,了工作效率,还能保证产品的质量。那如何操作才能它的工作效率下面就由数控钢筋笼滚焊机厂家为大家做详细介绍:1.使用数控钢筋笼滚焊机设备之前检查性能是否良好,工作台和数控钢筋笼滚焊机是否保持水平。对一些比较有经验的人来操作数控钢筋弯曲中心的时候这要效率也是比较高的不过现在使用数控钢筋弯曲中心对操作工人的要求也慢慢的降低了现在只要是培训就差不多可以操作了.数控钢筋弯曲中心性能特点:设计、可靠、结构紧凑、操作方便、安全耐用、性能。采用加厚钢板,高钢性圆盘条铁,大功率中速国标电机,质量更。式变速箱,超低噪音,配备可调速齿轮,高低两种速度,使用更方便。添加偏心套,超高硬度附件,可调式挡板,使用寿命更长久。操作规程及其注意事宜一、检查机械性能是否良好、工作台和弯曲机台面保持水平;并好各种芯轴工具挡。
jmc1
 50201
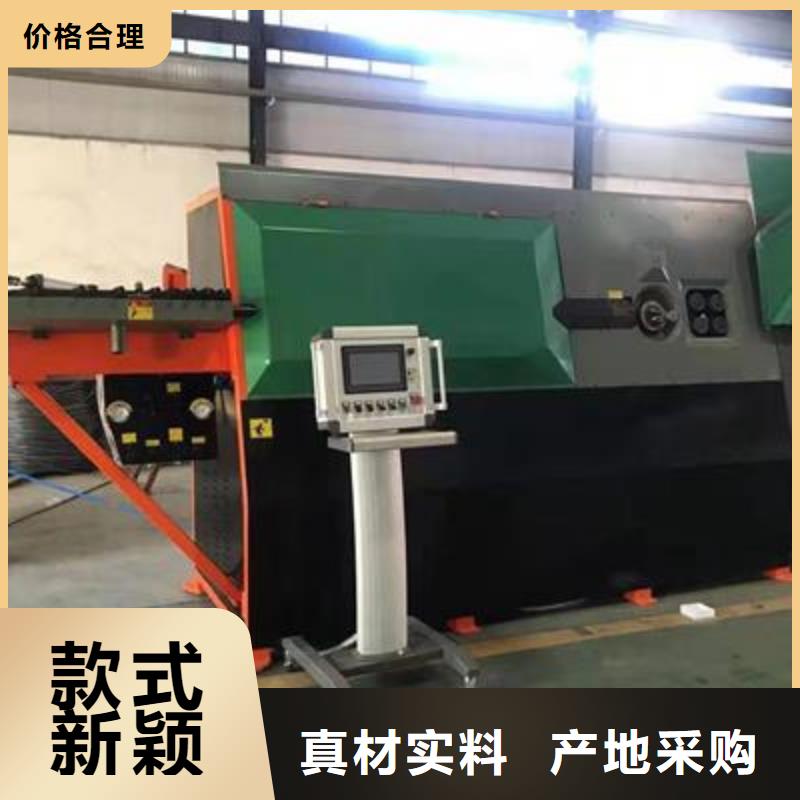
执行机构牵引花盘上安装有48个气缸用于纵筋的加紧,执行机构故障又分为电磁阀故障和气缸故障,电磁阀是用来控制流体的自动化基础元件,气缸是将压缩空气的压力转换为机械能的气动执行元件,电磁阀与气缸配合共同完成所需运动,弯曲中心;气缸常见故障及原因分析如下:1.输出力不足动作不平稳、缓冲效果不良。即便是性能再优异的数控钢筋笼滚焊机,随着使用年限的不断增长,也不可避免地发生这样或是那样的故障问题,其中尤以电气装置故障较常见。原因分析:数控钢筋笼滚焊机润滑不良;或杆卡住;供气流量不足;有冷凝水杂质。缓冲密封圈磨损;调节螺钉损坏;汽缸速度太快。缸盖损坏;杆损坏。2.不能换向或动作、气体泄漏、电磁阀不能关闭。原因分析:润滑不良;弹簧被卡住或损坏;油污或杂质卡住滑动部分阀芯密封圈磨损;阀杆和阀座损伤。
50201
执行机构牵引花盘上安装有48个气缸用于纵筋的加紧,执行机构故障又分为电磁阀故障和气缸故障,电磁阀是用来控制流体的自动化基础元件,气缸是将压缩空气的压力转换为机械能的气动执行元件,电磁阀与气缸配合共同完成所需运动,弯曲中心;气缸常见故障及原因分析如下:1.输出力不足动作不平稳、缓冲效果不良。即便是性能再优异的数控钢筋笼滚焊机,随着使用年限的不断增长,也不可避免地发生这样或是那样的故障问题,其中尤以电气装置故障较常见。原因分析:数控钢筋笼滚焊机润滑不良;或杆卡住;供气流量不足;有冷凝水杂质。缓冲密封圈磨损;调节螺钉损坏;汽缸速度太快。缸盖损坏;杆损坏。2.不能换向或动作、气体泄漏、电磁阀不能关闭。原因分析:润滑不良;弹簧被卡住或损坏;油污或杂质卡住滑动部分阀芯密封圈磨损;阀杆和阀座损伤。
 我们要使用正确的方法进行润滑,从而可以数控钢筋弯箍机零部件之间的摩擦和损坏,定期的进行润滑工作可以降低功能耗损,防止设备锈蚀和受热变形。3.我们在选用润滑油时必须要化验合格,在加入油箱前需要进行过滤,我们要注意数控钢筋弯箍机的润滑工作,从而可以工作的效率。弯曲中心;怎样防止全自动钢筋笼滚焊机故障的发生,大家都知道任何的机器在使用一定的时间后就会出现一定程度的磨损,如果不及时的进行设备就会降低设备的使用寿命,全自动钢筋笼滚焊机也是一样的,如果不及时的进行保养还会影响工作的效率,我们怎样才能避免这种情况的发生呢。一、由品牌伺服电机控制,机头移动响应快,定位精度高;正反弯曲180度,弯曲机头机构紧凑,配置不同型 的弯曲模具,弯制钢筋范围广泛;弯曲平台采用高强度导轨,不易变形,经久耐用;自动喂料,两套弯曲机构同时?。数控钢筋笼滚焊机滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。因为不可避免地存在分流现象,使焊接区电流场和热场的分布有自己的特点;而传递压力、通电加热的滚盘不断转动变换焊接位置,使电流场、热场的分布及熔化区结晶特点均与变换位置的速度有关。
我们要使用正确的方法进行润滑,从而可以数控钢筋弯箍机零部件之间的摩擦和损坏,定期的进行润滑工作可以降低功能耗损,防止设备锈蚀和受热变形。3.我们在选用润滑油时必须要化验合格,在加入油箱前需要进行过滤,我们要注意数控钢筋弯箍机的润滑工作,从而可以工作的效率。弯曲中心;怎样防止全自动钢筋笼滚焊机故障的发生,大家都知道任何的机器在使用一定的时间后就会出现一定程度的磨损,如果不及时的进行设备就会降低设备的使用寿命,全自动钢筋笼滚焊机也是一样的,如果不及时的进行保养还会影响工作的效率,我们怎样才能避免这种情况的发生呢。一、由品牌伺服电机控制,机头移动响应快,定位精度高;正反弯曲180度,弯曲机头机构紧凑,配置不同型 的弯曲模具,弯制钢筋范围广泛;弯曲平台采用高强度导轨,不易变形,经久耐用;自动喂料,两套弯曲机构同时?。数控钢筋笼滚焊机滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。因为不可避免地存在分流现象,使焊接区电流场和热场的分布有自己的特点;而传递压力、通电加热的滚盘不断转动变换焊接位置,使电流场、热场的分布及熔化区结晶特点均与变换位置的速度有关。
