


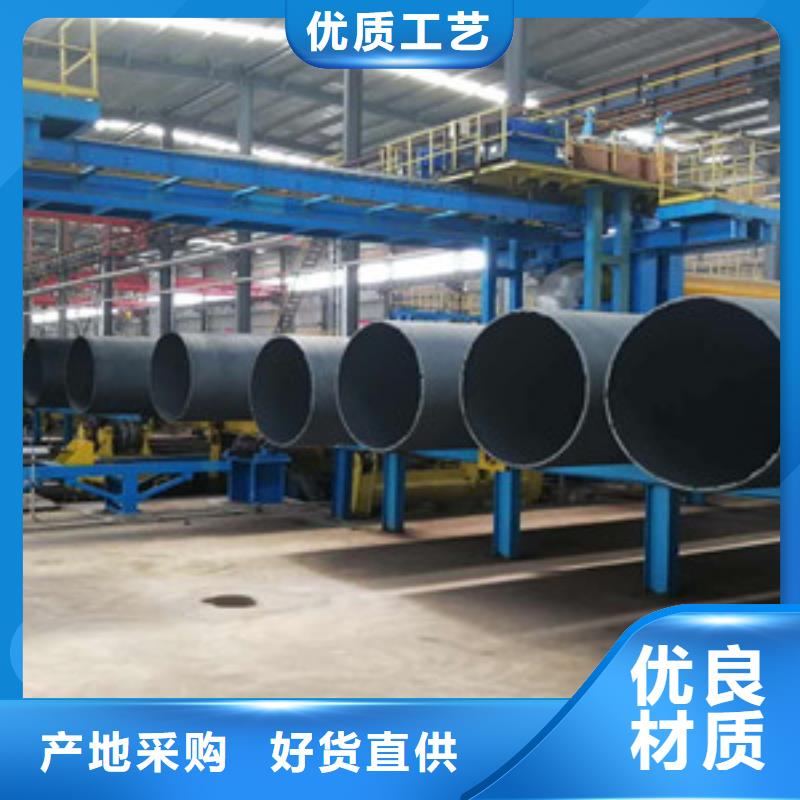

并且在各层套筒之间都带有一定的过盈量,以热装的方式装配而成。由于高温变形金属的流动,给水采用过盈配合的多层结构挤压筒,使每层套筒的结合面上都具有一定的预应力。由于有预应力的存在,使多层结构的挤压筒在承受挤压产生的热应力作用时,套筒之间的应力分布趋于均匀,从而使挤压筒套筒的材料得到充分的利用;黔东南球墨铸铁管在挤压筒内衬前端的套筒壁上引起强烈的热摩擦,使其产生磨损或裂纹,导致内衬损坏早期的挤压筒采用的都是整体结构,现在这种结构的挤压筒甚至在小吨位的挤压机上都已被淘汰。目前,现代化的大型挤压机上所采用的挤压筒一套筒系统都是由2个、3个或更多的套筒组成的多层结构挤压筒,并且还可以提高热挤压时挤压筒承受的单位压力,从而提高挤压筒套筒的使用寿命。
黔东南球墨铸铁管件消失模铸造浇注位置的选择非常重要。依据合金的凝固理论和实际生产经验,在选择浇注位置时应注意以下几点。
把加工面尤其是重要的加工面朝下或垂直放置。这一点和砂型铸造是相同的,因为在金属静压力的作用下,尽量把消失模上的开口部分(如窗口、凹槽及孔穴等)朝上安放,便于填砂造型,保证紧实。为了保证铸件轮廓、棱角清晰,设计的直浇道要有必要的充型压力头,高于铸件上水平面160~210mm,有足够上升速度,可避免铸件产生皱皮、冷隔和夹渣疤等缺陷。铸件下部凝固时容易得到补缩,使其组织致密。对消失模铸造更是如此,因为消失模在遇到高温金属液生成的熔渣,易浮到铸件的上表面,加工面就能得到保证。当然,理想的是熔渣上浮到设置的冒口里。
黔东南球墨铸铁管在铸铁件中所占的比率依然在增大。在西方发达 ,通常用黔东南球墨铸铁管件取代部分灰铸铁件和可锻铸铁件。我国球墨铸铁铸件产量比较低,占铸铁件的比例远小于发达 。此外,感应电炉由于具有铁液温度高。成分稳定、污染少、便于调整铁液成分的优点,60年代初,在一些工业发达 开始普及。近年来,中频感应熔炼炉的迅速发展给铸铁生产注入了新的活力。感应电炉的发展和应用,使铸铁生产进入了一个新阶段。尽管工频感应电炉存在某些不足,但它在金属熔炼。铁液成分调整。我国球墨铸铁件在质量和生产稳定性方面的差距也较大。我国黔东南球墨铸铁管生产较突出的问题是材质强韧性上、缺陷多,其原因除炉料、球化处理方法和球化剂等因素外,主要是球化处理前对铁液含硫量要求过松。因此,为使我国球墨铸铁生产能有大幅度的增长,必须大力实施能稳定提供质量可靠的优质黔东南球墨铸铁管件的配套技术。
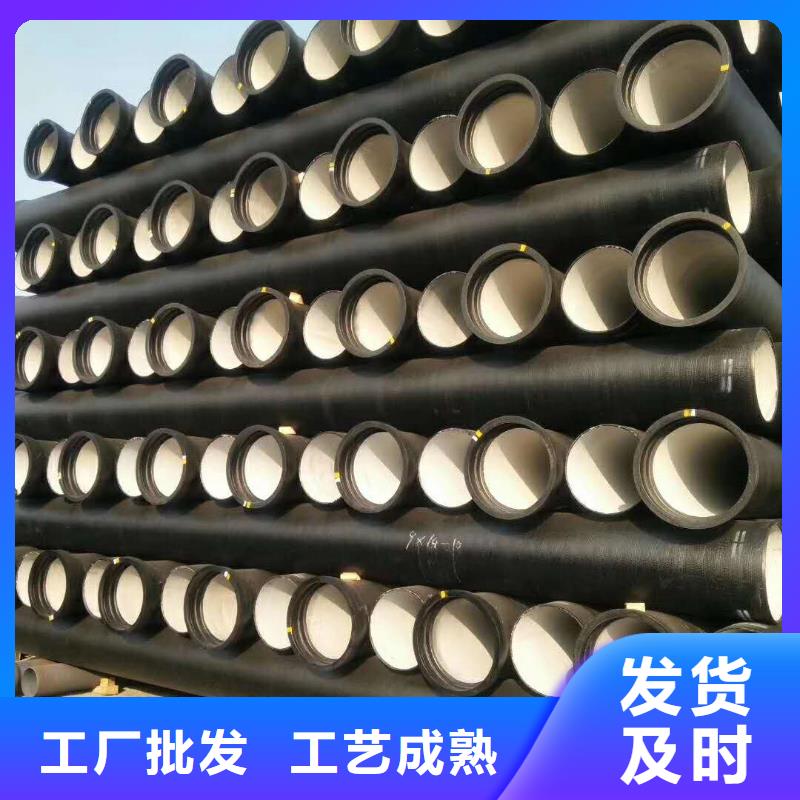
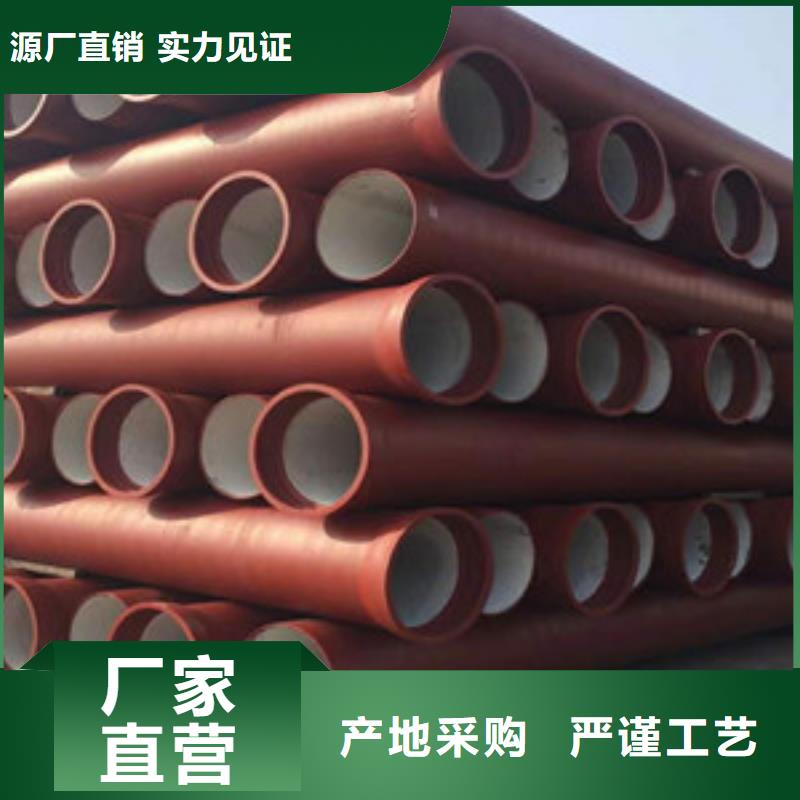
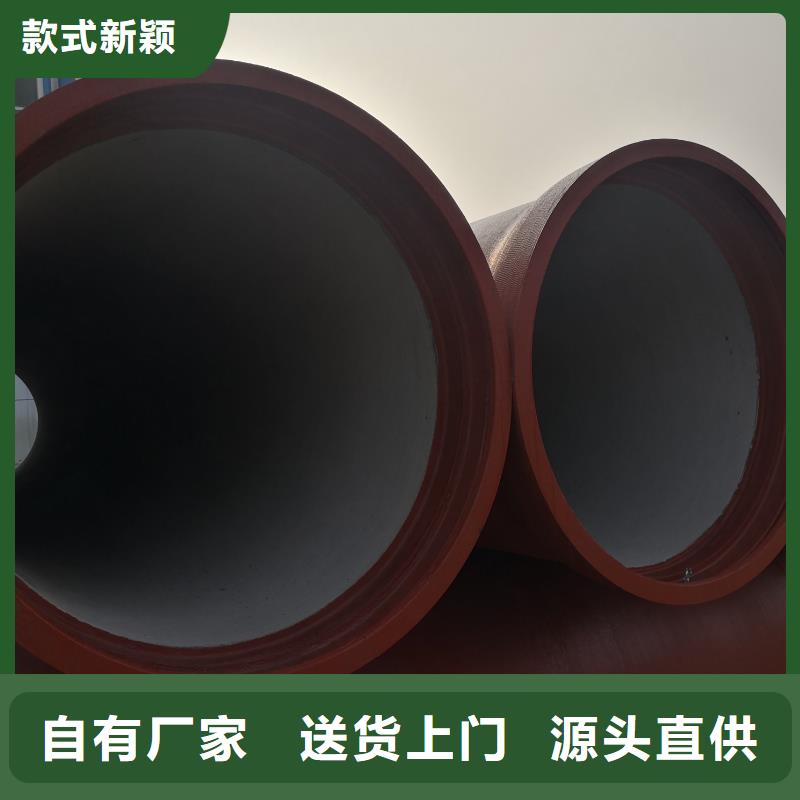
黔东南球墨铸铁管用于给水、排水和煤气输送管线,它包括铸铁直管和管件。劳动强度小。按铸造方法不同,分为连续铸铁管和离心铸铁管,其中离心铸铁管又分为砂型和金属型两种。按材质不同分为灰口铸铁管和黔东南球墨铸铁管。按接口形式不同分为柔性接口、柔性铸铁管用橡胶圈密封;法兰接口铸铁管用法兰固定,内垫橡胶法兰垫片密封;刚性接口一般铸铁管承口较大,直管插入后,用水泥密封,此工艺现已基本淘汰。运输时要用木料、楔块、扒钉等物品垫牢,并用钢丝绳紧固,同时在可能游动的方向加垫缓冲垫。 黔东南球墨铸铁管的堆放方式: 少量堆放,夹板堆放,四方形堆放 黔东南球墨铸铁管的安装方式: 承口橡胶圈位置要清理干净。 放橡胶圈入承口,插口清理并涂润滑剂,连接管子法兰接口、自锚式接口、刚性接口等。
