




推荐:广州DR室铅板生产厂家山东博瑞达辐射防护工程有限公司



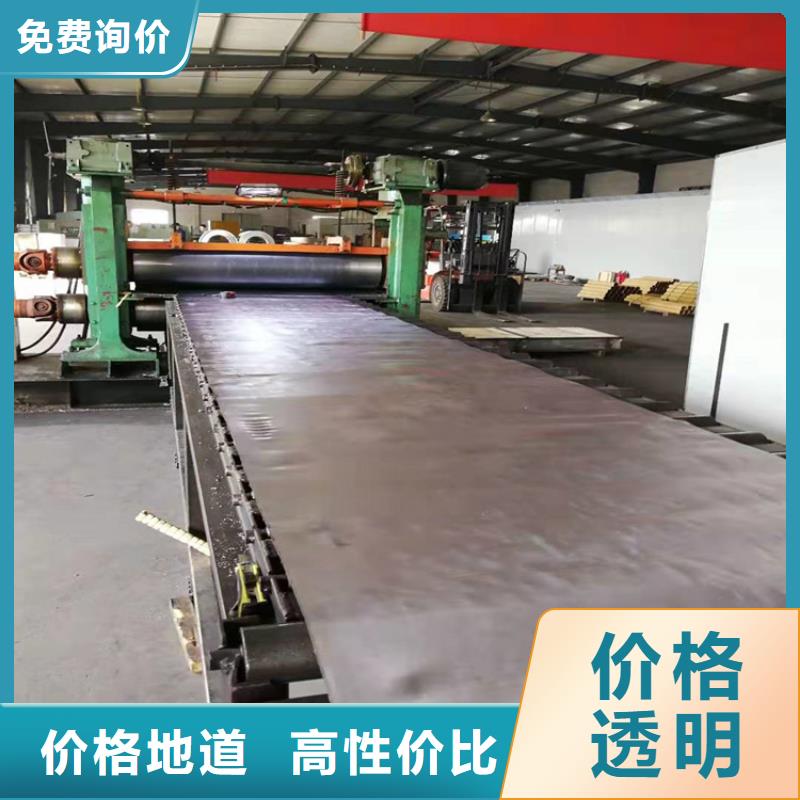
铅门采用钢材焊接而成,防护层经过高压粘合,永不变形,门体表面可采用不锈钢、彩钢板等多种装饰板材。门控系统:采用的变频技术,配备红外线保护装置及门机联锁装置。开启方式:可采用遥kong、按钮、手动、脚踏四种方式。运行方式:可选下轨道运行或旋转平开式运行。适用对象:x射线、DR、CT、中子、γ、DSA机房和工业探伤机房等放射场所。 使铝的机械强度大大,尽管近年来铝合金门窗在低档次产品的冲击下,3)化学性。 公司的宗旨一:诚信诚信是服务的基石,我们倡导戒欺守信,戒虚务实,言必行,行必果。我们信奉以需为先,以诚为本,我们的诚信是客户事业成功的依托,客户的信任是我们企业恒久发展的根本保证;二:尊重尊重是服务的灵魂。我们倡导将心比心,换位考量,移情沟通,客户的需求是我们服务的目标,客户的成功是衡量我们服务的准绳。我们信奉力量来自差异。尊重客户的批评和意见,激发每个员工的潜能和创造力是我们企业活力的文化标志;三:公正公正是服务的原则。 铅板

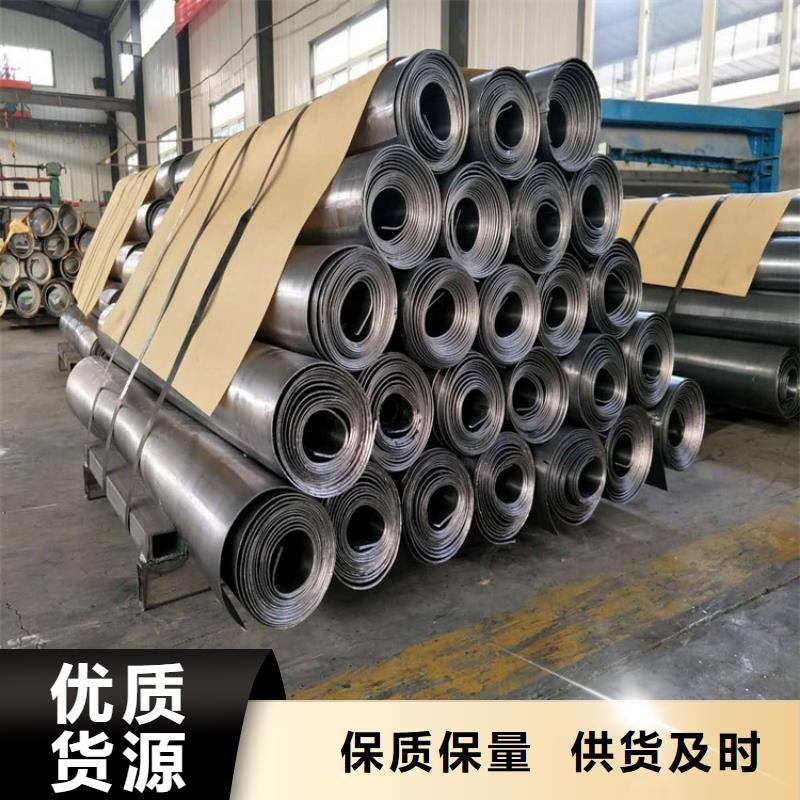
铅板要如何焊接呢?方法有几种?具体来了解一下。 一是热熔法:先做一模具把需要焊接的铅体摆放置好使用气焊熔化相同的补料就可以焊接好的需要控制温度不可以过高,电流密度和原来母材没有多大差别。 二是用氩弧焊设备,调整好电流,备好铅焊料,把所要焊的铅板摆放好就可以 1)熔嘴电渣焊: 铅板的熔嘴电渣焊的电极为固定在接头间隙中的熔嘴(一般由钢管和钢板焊成)和焊丝构成,焊丝由送丝机构经熔嘴不断向熔池中送进。根据医用铅门的焊件厚度,熔嘴可以是单个或多个,可以制成曲线或曲面形状,用于不同形状的焊缝焊接。由于设备较简单且通用性强,又可在难以达到的部位进行焊接,因此目前已成为对接和丁字接头的主要焊接方法。 2)管极电渣焊: 铅板的管极电渣焊是熔嘴电渣焊的特殊形形式,当被焊件较薄(如20一60mm)时,熔嘴可简化为一根或两根管子,在管子外面上硫酸钡涂料,绝缘作用,焊丝通过管子不断向渣池送进,从而进行电渣铅门焊接。管外表面的硫酸钡涂料有焊接时不会与工件短路,由于装配间隙可以减小,因而可以节省焊接材式硫酸钡涂料和提高工效。一般多用于薄板及曲线焊缝的焊接。 3)铅板极电渣焊: 铅板极电渣焊的电极为金属板,根据被焊厚度不同,可采用一块或数块铅板进行焊接,通过送进机构将电极不断送进熔池,板极不做横向摆动,可得到致密可靠的焊接接头。铅板极可以是铸造的也可以是锻造的,其长度一般约焊缝长度的3倍以上,由于长度和自身刚度限制,焊接装置越高,所以板极电渣焊受板极送进宜用于大断而短焊缝焊接。

