




精密不锈钢管挤压的主要目标是可靠地生产尺寸变化小的高精度产品。出现的主要尺寸精度问题之一是偏心率。精密不锈钢管制造过程中总会存在一定程度的偏心,在挤压过程中,通过严格控制工艺参数和物料流动,可以将挤压管的尺寸减小到小。不锈钢管偏心主要是由不良材料的温度梯度、毛坯准备、定心设备的精度和润滑不足造成的。偏心可能是由特定原因引起的,也可能是上述原因组合的结果。浙江鑫达不锈钢制造有限公司的设计目的是尽可能减少这些影响或补偿挤压过程中的不利影响。在编织之前。坯料上料设备必须使用感温装置来检测坯料温度分布,操作屏上始终显示料温变化趋势。计算毛坯温度变化趋势并显示在屏幕上的目的是为了操作者可以相应地修改感应炉顶部的设定值。在挤出开始之前小化或补偿任何检测到的空白温度梯度。公司采用紧凑的结构和内部穿孔设计,使挤出机在压力条件下仍保持良好的结构刚度,可有效防止挤出过程中芯棒偏转。在每个挤压过程中,必须采用控制系统实时保证挤压模组件、挤压杆和挤压杆对齐,并在屏幕上显示轴组件的位置,以指示机械设备。良好的工作条件。通过选择合适的材料和使用预应力技术,也可以限度地减少挤出机张力柱的伸长率。在这两种情况下,由于挤压力引起的伸长率始终可以保持在限度,并且可以通过控制系统精确调整铁挤压杆的位置,以补偿这种伸长率的不利影响。
公司严格按ISO9001:2008要求建立完善的质量管理体系,拥有冷拔拉床48台冷轧机5台和先进的全温控不锈钢管固溶退火炉等生产设备3台,同时具有ETM16-159涡流探伤仪、UT16-159超声波探伤仪、UT159-830超声波探伤仪、30Mpa水压试验机、液压材料试验机、化学分析仪、晶间腐蚀试验等完善的检测设备。可生产无缝规格为:外径Φ6~Φ830mm、壁厚1~60mm;焊管规格为:外径Φ18~Φ2500mm、壁厚1~60mm;主要牌号为:304/L/H、316/L/H、321/H、317/L、310S、2205、2207、904L等;产品执行GB、ASTM、ASME、DIN、EN、GOST、JIS、PED、船泊入级等,广泛应用于石化、化肥、核电、锅炉、舰船、环保、航空、造纸、食品及医疗等领域,公司先后通过了英国劳氏质量体系、压力管道生产许可证、英国劳氏、法国、德国劳氏、挪威、中国、美国、意大利等7国船级社工厂认可、俄罗斯GOST认证?欧盟PED认证、三级计量、特种质量检测设备许可证、省级企业标准化管理体系等一系列认证真正让企业从内部管理、生产、采购、质量控制、产品销售和售后服务一体化管理体系达到先进水平。
卫生级不锈钢管主要应用于食品,饮料,酒类,生物工程等生产设备及流水线。主要是针对不锈钢管的表面光洁度,禁油度以及钝化层进行要求;1.表面光洁度:针对钢管的内外表面进行抛光处理,使得钢管表面呈亮面;也就是我们常说的镜面。主要是防止管内走的流体物质在管内形成挂壁,时间长了容易污染而且形成管内堵塞。2.钝化层:抛光完成后需将钢管放入钝化池进行浸泡,用酸性钝化液将钢管表面氧化形成钝化层,以达到钢管的抗腐蚀效果。3.禁油度:钝化完成后进行禁油清洗,将钢管表面的油污等去除。完成后需用油脂分析仪进行检验。主要防止管壁本身的油污污染到管内走的流体物质。
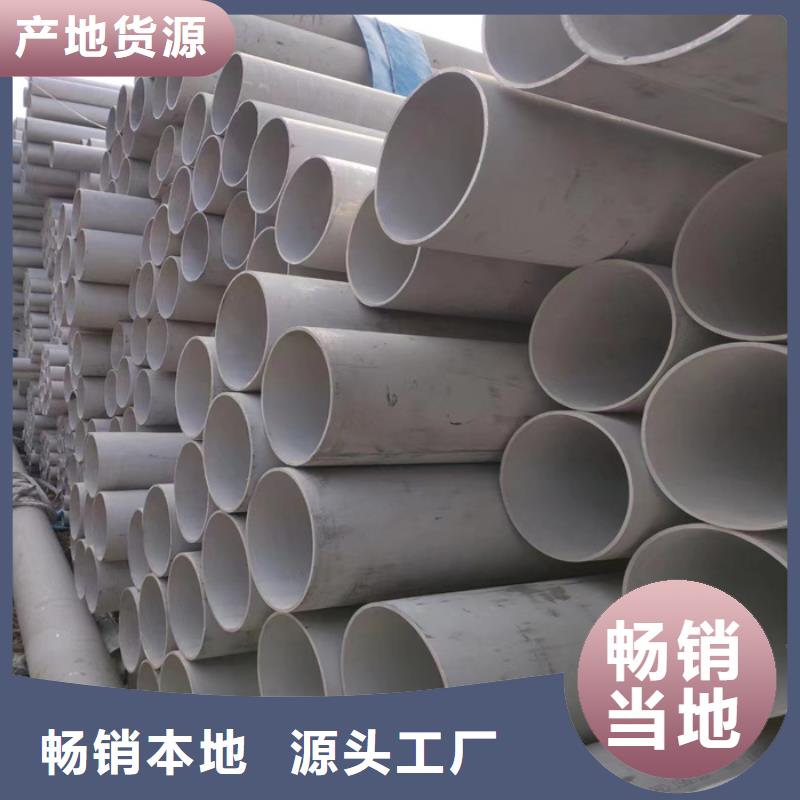
热轧不锈钢管一般在自动轧管机组上生产。实心管坯经检查并清除表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法,但是对于我这边来说,生产不锈钢无缝管的工艺大多数是:冷拉(冷拔)和冷轧。 若欲获得尺寸更小和质量更好的不锈钢无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在三辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行;就常用的冷拉(冷拔)和冷轧,谁是更好的选择了?不锈钢无缝管拉管:我加工的工序多,缺陷要少;不锈钢无缝管扎管:我价格便宜;不锈钢无缝管拉管:我精度高,晶粒度均匀;不锈钢无缝管扎管:我价格便宜;不锈钢无缝管拉管:我抗拉抗挤压,工艺性能好,力学性能好;不锈钢无缝管扎管:我价格便宜;不锈钢无缝管拉管:我…..拉管与轧管是生产不锈钢无缝管材的两种不同方法不锈钢拉管和轧管的区别是什么呢?估计很多朋友都希望了解现在我们一起来分析一下:拉管是在管坯退火后,拉床一道道扩孔后减壁生产的不锈钢无缝管抗压能力,柔韧好,工艺性能等都要优于普通的扎管。
