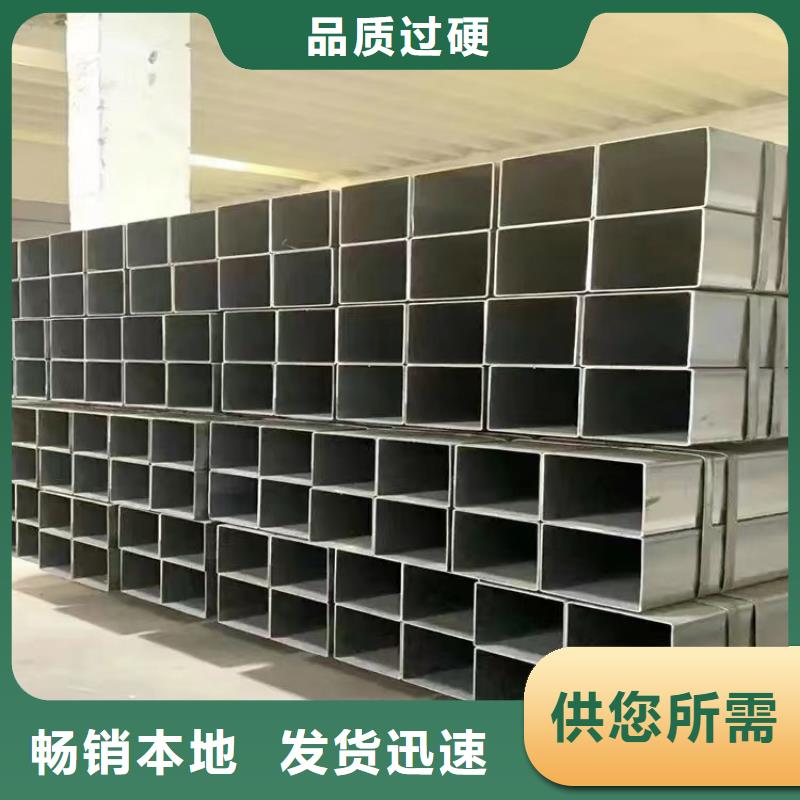









恩施方矩管与热轧无缝方管:热轧是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。热轧可以破坏钢锭的铸造组织,细化钢材的晶粒,并消除显微组织的缺陷,从而使钢材组织密实,力学性能得到改善。恩施方矩管这种改善主要体现在沿轧制方向上,从而使钢材在一定程度上不再是各向同性体;浇注时形成的气泡、裂纹和疏松,也可在高温和压力作用下被焊合。
热轧无缝方管分一般方管,低、中压锅炉方管,高压锅炉方管、合金方管、不锈方管、石油裂化管、地质方管和其它方管等。
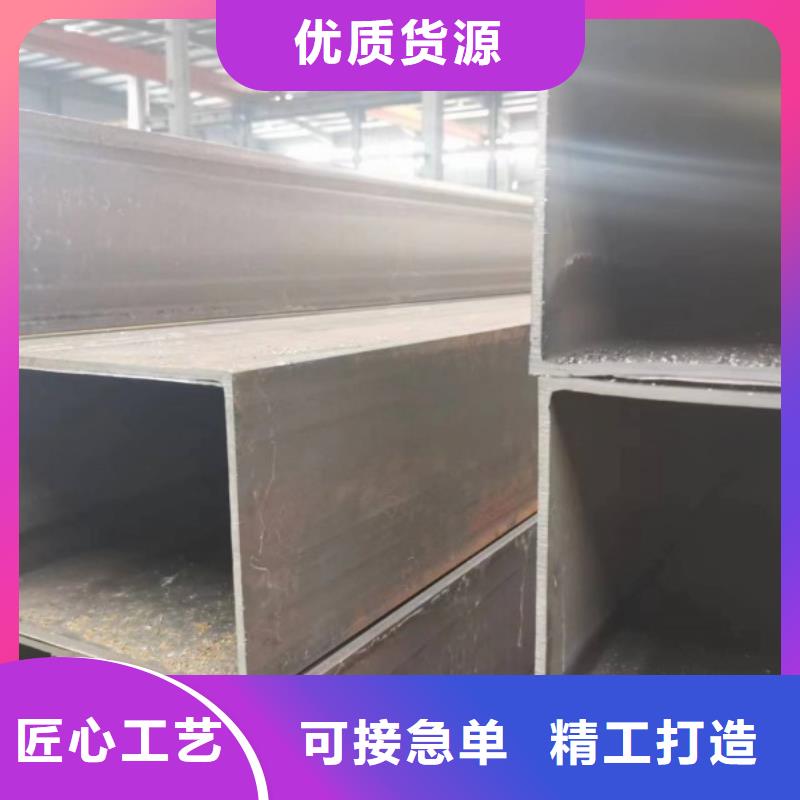
恩施方矩管不是Q345B无缝管。无缝化钢管的生产工艺钢管的无缝化主要是通过张力减径来完成的,张力减径过程是空心母材无缝钢管不带芯棒的连续轧制过程。恩施方矩管若要获得尺寸更小和质量更好的无缝方管,必须采用冷轧、冷拔或者两者联合的方法。Q345B无缝方管冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。恩施方矩管冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
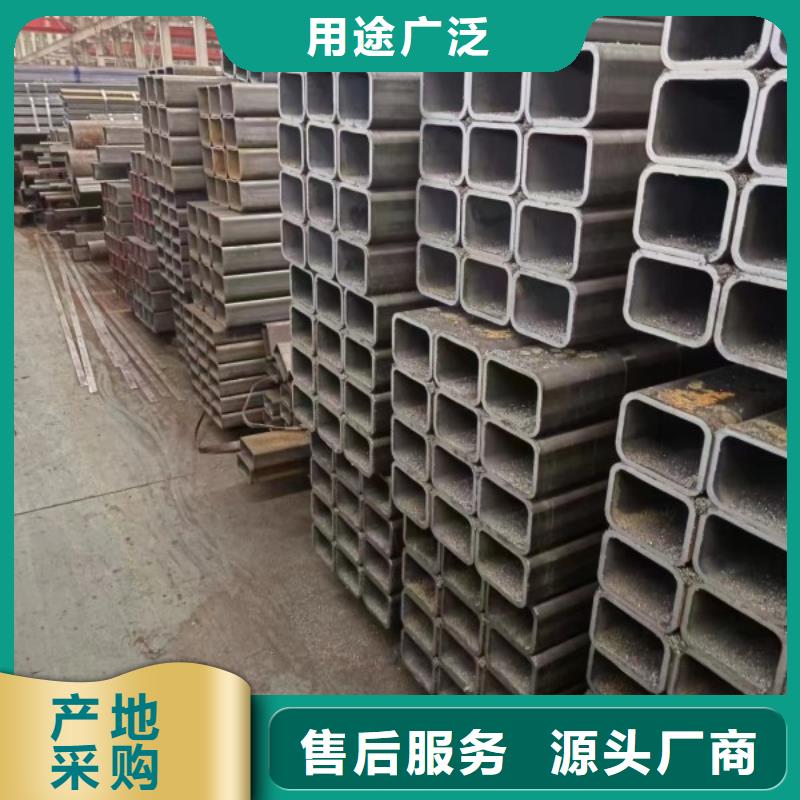
恩施方矩管硬度是衡量金属材料软硬程度的指针,生产中测定方矩管硬度的方法常用的是压入硬度法,它是用一定几何形状的压头在一定发的载荷下压入被测试的金属材料表面,根据被压入程度来测试其硬度值。
恩施方矩管规格表
16×16×0.4~1.5
380×380×8.0~30.0
10×20×0.6~1.5
250×150×6~12.0
18×18×0.4~1.5
400×400×8.0~30.0
14×21×0.6~1.5
250×100×6~12.0
20×20×0.4~1.5
420×420×10.0~30.0
15×30×1.5~1.5
250×200×6~30.0
25×25×0.6~2.0
450×450×10.0~30.0
15×38×0.6~1.5
300×150×6~30.0
30×30×0.6~4.0
480×480×10.0~30.0
20×30×0.6~2.0
300×200×6~30.0
34×34×1.0~2.0
500×500×10.0~30.0
20×40×0.8~2.0
300×250×6~30.0
35×35×1.0~4.0

恩施方矩管光洁度:
1 无缝 方矩管内外表面应光滑平整、无气泡、无折叠皱纹。
2 内表面积小于100平方毫米时 ,内表面积允许公差为±0.2mm。
3 内表面积大于100平方毫米 时 ,内表面积允许公差为±0.5mm。
4 内表 面不允许有裂纹及折叠现象;5 不得有结疤 6 无明显的划伤及碰伤痕迹 。
(2) 恩施方矩管平整度:
1 无缝方管内外表面应平整光滑 。
2 用10倍放大镜观察时 ,不应有明显的凹凸不平。
3 管口端面与管子中心线垂直 。
4 管口端面不得有毛刺 。
5 管子弯曲处不得出现折皱。
6 管子两端面应平行。
7 除锈后的焊缝处不允许有明显凸起。
8 不应有明显凹坑 。
9 不允许有影响使用的缺陷。
10 恩施方矩管当采用卷板机焊接时 ,焊缝处的圆角半径不应小于母材的厚度。
