

主轴和排线均采用高精度伺服电机,控制系统采用具有极高运算能力的plc系统,具有自动运算、自动判别、误差修正等功能,由于采用了闭环控制,所以当出现排线失步等现象时设备可以自动修正,高分辨率的伺服电机可以保证在高低速时设备运转的稳定性,该机型的附件装置也是比较先进的,比如有辅助卸模装置,主动式张力放线架,电磁自动调节式张力器等,由于使用了大量的高新技术,所以价格要比cnc自动绕线机高不少,一般使用在对线圈参数有特定要求的场合。变压器绕线机是变压器在生产过程中重要的核心生产设备,它的绕线性能决定了变压器的电气特性能和线圈是否美观,目前变压器绕线机主要有三类:卧式绕线机、立式绕线机、自动绕线机它们分别使用在不同领域变压器的生产中。钢筋笼绕筋机
钢筋笼绕筋机产品半自动钢筋笼滚焊机按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等;
1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1] 滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊;
6,组合式设计使搬运、安装、声场等不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机业。
7,绕筋,主筋可双筋同时制作。
8,钢筋绕筋机自动上料采用智能化控制,可使大型钢筋笼作更加简单。
9,绕筋送料,调直结构设计,避免了以前钢筋笼制作中绕筋较软或较细时,绕筋在主筋上形成菱形而非圆弧形的弊病
厂家报价")
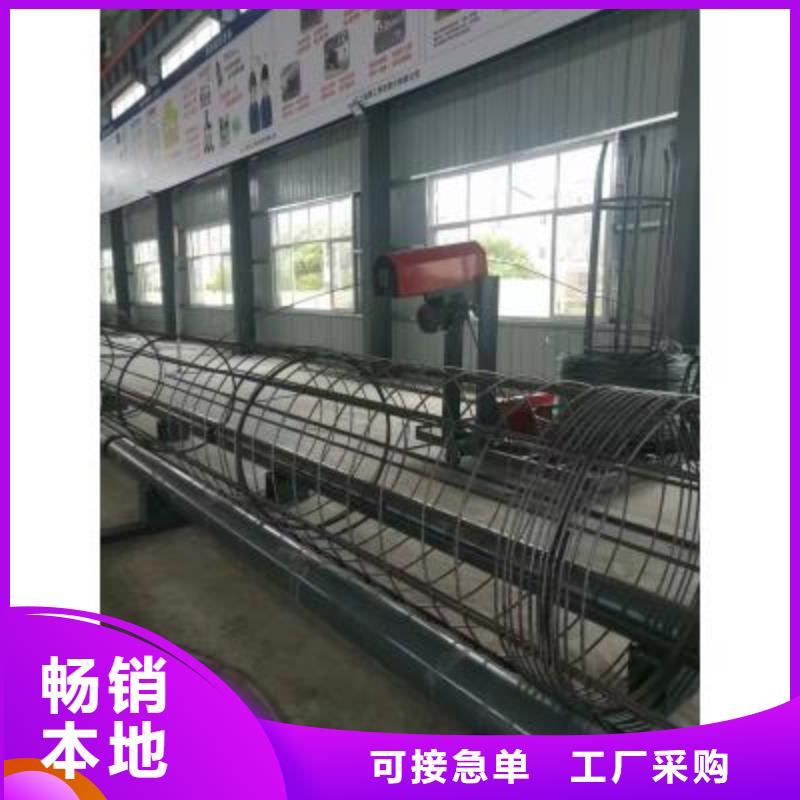
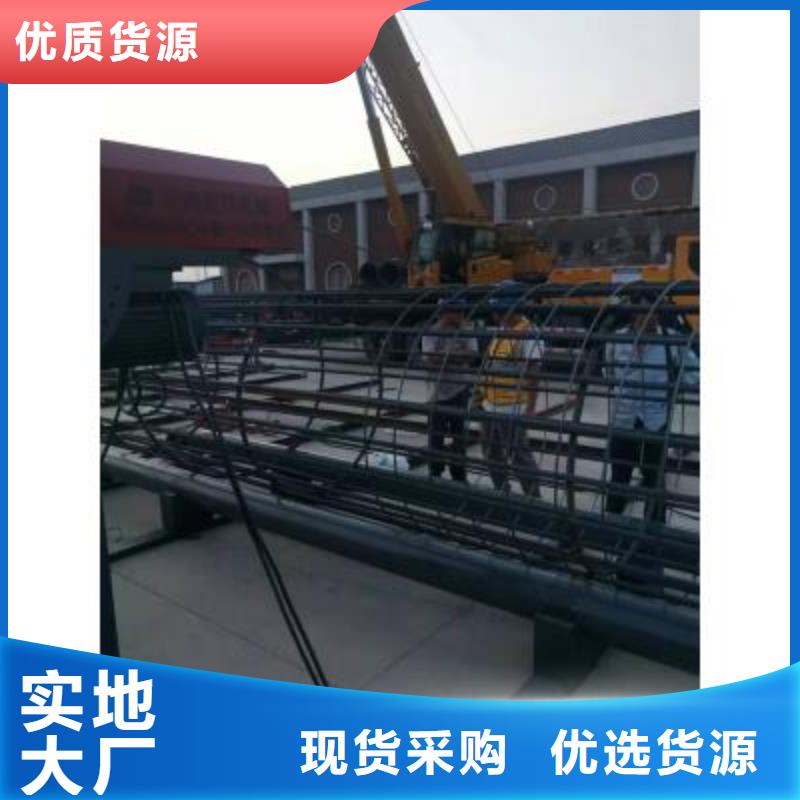
钢筋笼制作人员配置及效率人员配置:正常情况下,3-5人一班,即可作业。1.变换规格调节滑块位置时,一定要确认螺栓已紧固,以免焊接中滑块飞出。2.当设备运行出现异常时,应立即停车检查故障原因所在,待故障排除之后在重新起车焊接。GJL3000型无锡钢筋笼绕筋机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。在设备(包括调节行程开关及接近开关位置)应将设备的所有电源全部切断。一.钢筋笼绕筋机设备结构1:小车行走驱动机构 2:行走导轨 3:电控柜 4:分料 5:驱动机构 6:箍筋矫直 7:绕筋放线架
厂家报价")
切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。
厂家报价") 无锡市(钢筋笼滚笼机)厂家报价
<无锡>建贸机械设备有限公司
无锡市(钢筋笼滚笼机)厂家报价
<无锡>建贸机械设备有限公司
钢筋笼绕筋机维护保养
1、 每天设备生产之前,要对设备状况进行检查,主要有如下几个方面:
(1) 急停按钮(任意一个)是否处于按下状态、控制电源开关是否处于关闭状态;
(2) 各线路连接是否正常;
(3) 是否存在漏油想象;
(4) 各螺栓螺母是否有松动;
(5) 电气柜内粉尘是否过多。
2、 设备运行过程中,要注意检查马达是否有过热现象;
3、 设备运行过程中,严禁对电气部分进行遮盖,要保持散热顺畅;
4、 机器正常运行 1个月后,要对断路器、马达接线端子、电箱内接线端子,在电源切断的情况下进行重新紧固;