



联系我们

当前位置:
衡泰重工机械制造(怀化市分公司) >怀化当地产品频道
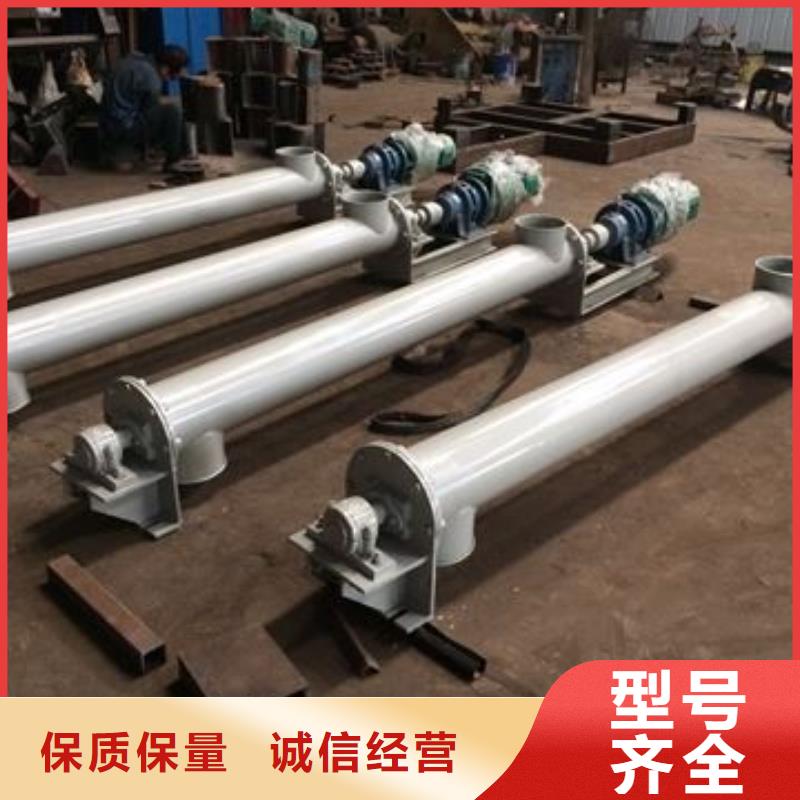
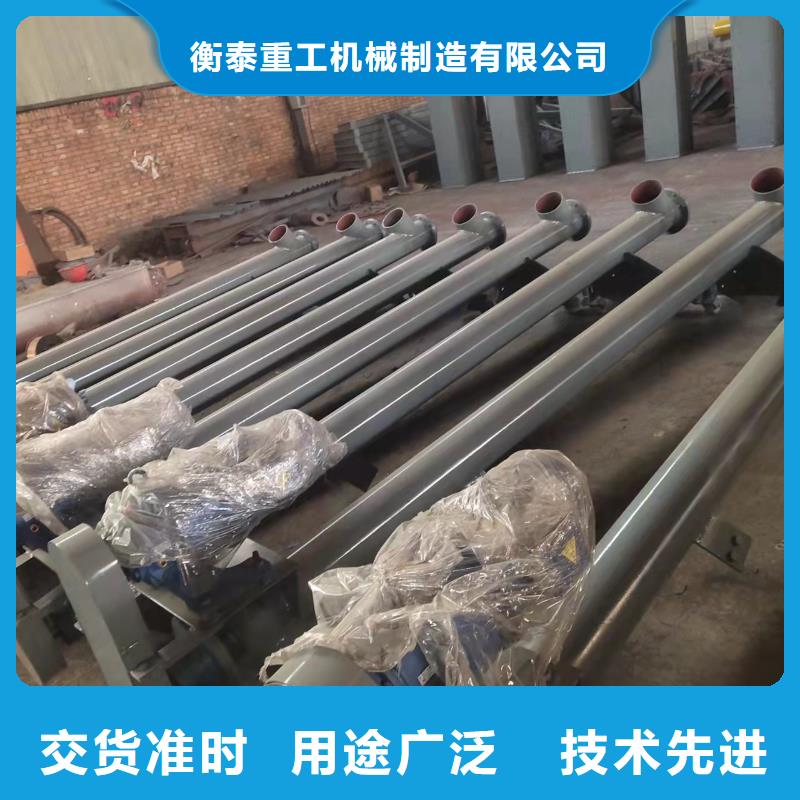
垂直螺旋输送机施工队伍
更新时间:2026-06-12 01:15:06 ip归属地:怀化,天气:阴转多云,温度:20-30 浏览次数:1 公司名称: 衡泰重工机械制造(怀化市分公司)
以下是:湖南省怀化市垂直螺旋输送机施工队伍的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议/台 |
| 发货期限 | 5天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 是否厂家 | 是 |
| 产品品牌 | 衡泰 |
| 产品规格 | 齐全 |
| 发货城市 | 沧州 |
| 产品产地 | 沧州 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 质保时间 | 1年 |
| 适用领域 | 广泛 |
| 品牌 | 衡泰 |
| 管型426 | 219 |
| 不锈钢 | 200 |
| 无轴 | 300 |
| 双轴 | 500 |
| 范围 | 垂直螺旋输送机施工队伍供应范围覆盖湖南省、长沙市、衡阳市、邵阳市、湘潭市、株洲市、张家界市、岳阳市、常德市、益阳市、怀化市、娄底市、湘西市、永州市、郴州市 鹤城区、中方县、沅陵县、辰溪县、溆浦县、会同县、洪江区等区域。 |
以下是:湖南省怀化市垂直螺旋输送机施工队伍的图文视频



【衡泰】业务覆盖多领域场景,主营会同粉尘加湿搅拌机、溆浦斗式机、郴州粉尘加湿搅拌机、张家界螺旋输送机、湘潭粉尘加湿搅拌机、衡阳螺旋输送机等产品服务。垂直螺旋输送机施工队伍_衡泰重工机械制造(怀化市分公司),固定电话:【13731735184】,移动电话:【13731735184】,联系人:刘女士,西环工业区。 湖南省,怀化市 春秋之时,属楚巫中地。战国之世,属楚黔中郡地。秦朝统一中国后,在此设黔中郡,开始了的行政治理。民国,属第九、十行政区。中华人民共和国成立后,怀化分设会同、沅陵两个专区。1952年,撤销沅陵专区,以会同专区为基础成立芷江专区,将原沅陵专区的沅陵、辰溪、溆浦、麻阳等4县划归芷江专区,形成今怀化市的雏形。1953年,改名黔阳专区。1981年,改称怀化地区。1998年,撤销怀化地区,改设地级怀化市。怀化市是全国性综合交通枢纽城市,武陵山经济协作区中心城市和节点城市,自古以来就有“黔滇门户”“全楚咽喉”之称,是中国中东部地区通往大西南的“桥头堡”。
文字只能描述,而视频却能生动展现!点击播放我们的垂直螺旋输送机施工队伍产品视频,让视觉盛宴为您揭示产品的无限可能。
以下是:湖南怀化垂直螺旋输送机施工队伍的图文介绍

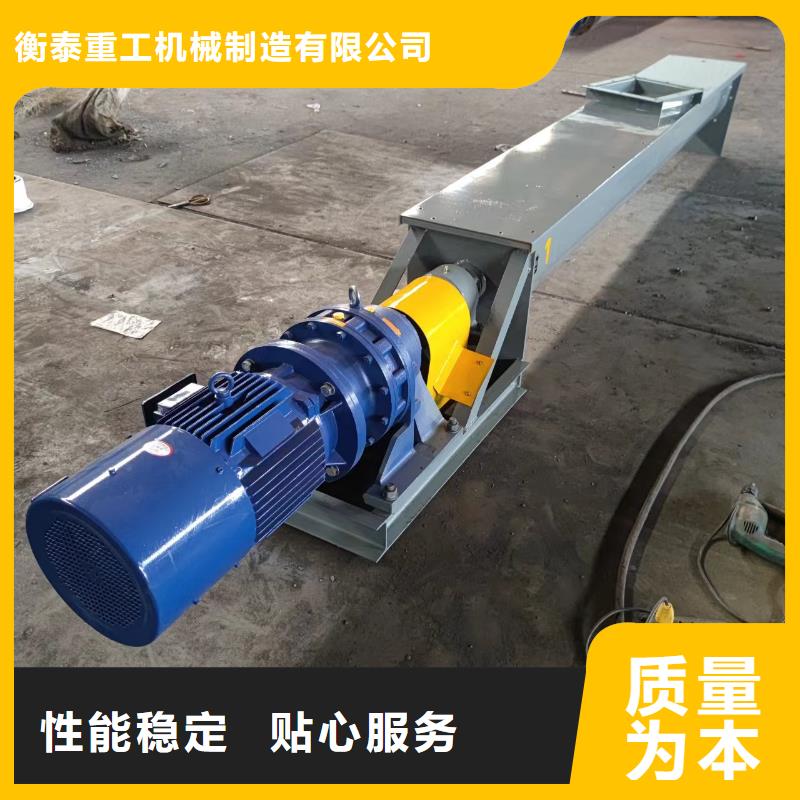
震动给料机
衡泰重工机械制造(怀化市分公司)
经验丰富专业设计


震动给料机的详细介绍
质量牢靠品质服务

“天天都是 3.15”是我们始终遵循的宗旨,坚持以质量求生存、品质求发展,不断开拓创新。衡泰重工机械制造(怀化市分公司)全体员工以“再铸辉煌”为精神动力与社会各界同仁携手共创 震动给料机天地,欢迎新老客户莅临我公司参观指导。








湖南怀化螺旋输送机叶片与机壳间隙调整过程中,如何保证同轴度?保证同轴度的核心是:以螺旋轴两端轴承座为基准,通过“基准校准→测量→对称调整→反复复核”的流程,控制轴的径向跳动和机壳同心度。 一、先明确同轴度合格标准- 螺旋轴径向跳动≤0.3mm/m(每米长度允许偏差不超过0.3mm)。- 螺旋轴与机壳的同心度偏差≤2mm,确保叶片四周与机壳间隙均匀(差值≤2mm)。- 轴承座安装面水平度≤0.2mm/m,避免底座倾斜导致轴偏移。 二、核心控制步骤(按顺序执行)# 1. 基准定位:固定轴承座安装基准- 清理轴承座与底座的接触面,去除油污、杂物和锈蚀,保证贴合平整(无缝隙)。- 用水平仪校准轴承座安装面,通过加垫片调整,使两端轴承座的水平度一致(偏差≤0.2mm/m)。- 确保两端轴承座的中心连线与机壳中心line重合,可通过拉线法辅助定位(在机壳两端拉一条细线,对准机壳内壁中点,调整轴承座使轴中心与细线对齐)。# 2. 测量:实时监测同轴度偏差- 用百分表测量:将百分表吸附在机壳固定部位,探针垂直接触螺旋轴表面(靠近轴承座处和轴中段各设1个测量点)。- 手动缓慢转动螺旋轴(每转90°记录1次数值),全程记录百分表的与小读数,差值即为径向跳动值。- 长距离输送机(>5m)需分段测量,每2-3m增设1个测量点,避免中段轴体偏移未被发现。# 3. 对称调整:避免单侧受力导致偏移- 调整轴承座时,必须按“对称、分步”原则操作:松开轴承座螺栓后,在底座或侧面加/减垫片时,两侧垫片厚度需一致(偏差≤0.1mm)。- 若百分表显示轴偏向左侧,需在轴承座左侧加垫片或右侧减垫片,调整量为径向跳动偏差的1/2,避免过度调整。- 调整过程中,同步用塞尺检查叶片与机壳的间隙,确保间隙均匀性与同轴度同步达标。# 4. 反复复核:锁定合格状态- 每调整1次轴承座,需手动转动螺旋轴,复测百分表数值,直至径向跳动≤0.3mm/m。- 紧固轴承座螺栓时,按对角线顺序分步拧紧(每步拧至半紧,全部半紧后再逐次拧紧),避免单侧紧固导致轴移位。- 螺栓锁紧后,再次转动轴体复测,确认同轴度无变化,再进行后续间隙微调。 三、关键辅助措施- 工具校准:调整前检查百分表(确保精度≤0.01mm)、水平仪(精度≤0.02mm/m),避免工具误差影响测量。- 排除部件变形:若轴体本身弯曲(径向跳动超标且无法通过轴承座调整修正),需先校直或更换螺旋轴。- 机壳同步校准:调整轴的同时,用水平仪校验机壳水平度(≤0.5mm/m),机壳变形会间接影响同轴度,需同步校正。要不要我帮你整理一份同轴度校准操作记录表,明确测量点、标准值、实测值和调整措施,方便现场记录和追溯?




在湖南省怀化市采购垂直螺旋输送机施工队伍请认准衡泰重工机械制造(怀化市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘女士-【13731735184】)。