




产品视频展示,助您洞悉钢筋自动滚丝生产线工厂直销产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:辽宁本溪钢筋自动滚丝生产线工厂直销的图文介绍

多年的不懈努力和历练,使建贸机械钢筋切断加工设备(本溪市分公司)拥有一大批经验丰富的 八字筋成型机厂家、全自动钢筋弯圆机设计、安装技术人员及管理人员。通过与国内外同行的广泛交流与学习,积累了丰富的经验,掌握了先进的 八字筋成型机厂家、全自动钢筋弯圆机技术和设计理念,使用户在满足佳使用条件下实现低得投资成本,从而实现投资小化,收益大化。


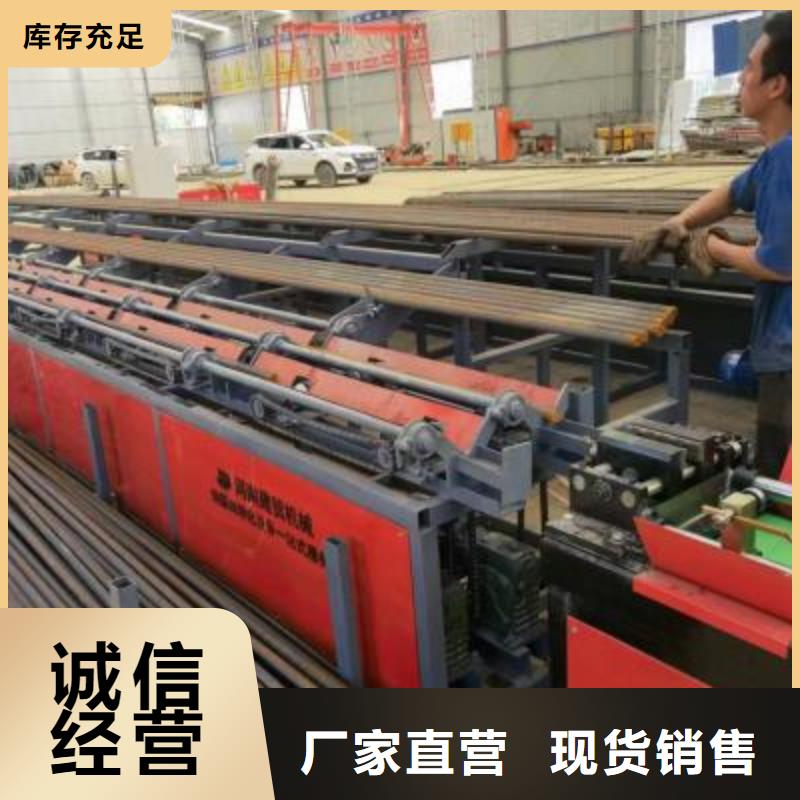
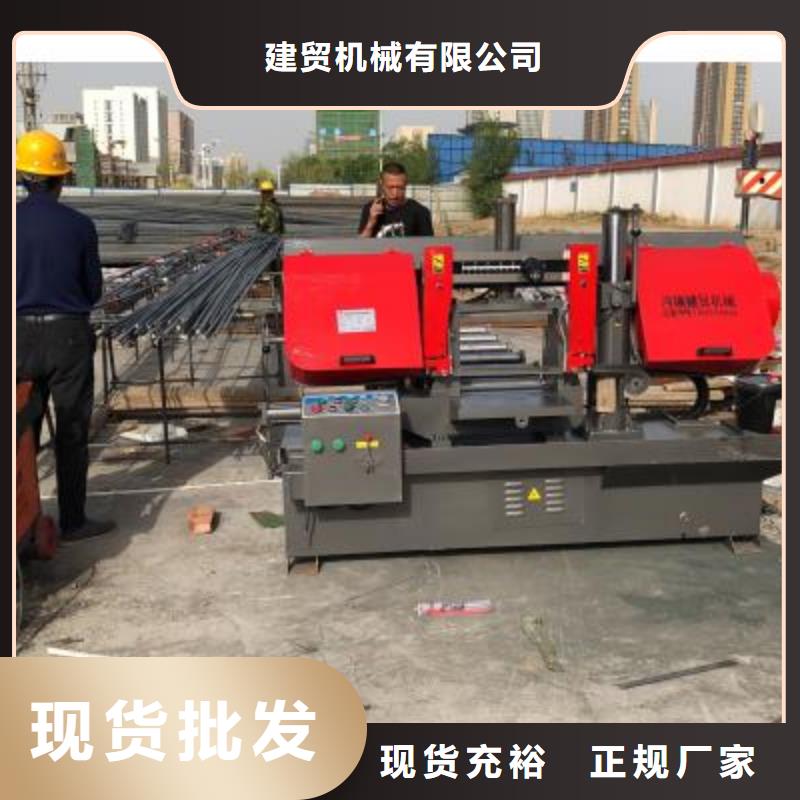
辽宁本溪锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.产品特点:1、可自动完成对钢筋端头的自动切断,切头端面平整,可直接套丝。2、钢筋定尺机构采用伺服电机控制,通过伺服电机驱动丝杠机构来调整锯切刀口与定位挡板之间的距离,采用编码器测量,可达±2mm,可锯切各种长度的钢筋。3、对钢筋长度的自动定尺,钢筋长度剪切,齐头钢筋尾料短可达到1cm,提高材料的利用率。4、锯切主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大,锯切过程中,钢筋不会转动,减少对锯条的损伤,钢筋切头均匀。5、一级套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。6、套丝辊道采用V型轮输送,无需人工辅助,保证钢筋自动输送至套丝机,套丝完成后可自动翻至下一个工序;V型采用耐磨材料。 7、加强型套丝机,使用寿命长,可实现钢筋的自动夹紧、自动剥肋套丝,降低工人劳动强度,提高生产效率。8、设备可根据钢筋一端套丝或是两端套丝自动选择套丝流程,也可以根据客户要求(墩粗套丝)用来实现率的生产流程。



3.有可能造成缠绕或卷入等危险的运动部件和传动装置,应予以封闭或设置防护装置、或设置警示标识;危险运动零、部件的防护罩、盖及各操作手柄应安装可靠有效。
4.锯轮、皮带轮和锯条(除加工区部分外)应用固定式和/或可调式防护装置防护,其中:卧式带锯床的锯轮和带锯条运动部分防护罩完好,圆锯床的罩或挡板应与圆锯片外露部分相适应,弓锯床根据需要设置挡板并完好;卧、立式带锯床工作时,加工区防护装置应能调整至与工件保持小距离,即尽可能靠近工件;立式带锯床工作台上所使用的盖条(或垫块),应保证锯条两侧的间隙不大于3mm;滑车型立式带锯床的进给部分应设置限位装置,限位应可靠。
5.锯片防护装置和挡板的设计应与圆锯片外露部分相适应,其位置应靠近前使用位置。 *
6.锯床开关灵敏、可靠,标识清晰;能及时切断电源,无缺损、破裂。
作业活动
7.工作前对进给系统进行操作试验,确保灵敏可靠。
8.操作时应调整好防护罩或挡板,工件夹紧和锁紧可靠;锯条(片)应拉紧或装夹牢固,进刀量在允许范围内;在立式带锯床上进行手动进给时,应使用加工区专用工具,以防止手或手指进入加工区。 *
9.锯长料时,前、后应使用托架(见图示),防止材料锯断时坠落伤人。
4.锯轮、皮带轮和锯条(除加工区部分外)应用固定式和/或可调式防护装置防护,其中:卧式带锯床的锯轮和带锯条运动部分防护罩完好,圆锯床的罩或挡板应与圆锯片外露部分相适应,弓锯床根据需要设置挡板并完好;卧、立式带锯床工作时,加工区防护装置应能调整至与工件保持小距离,即尽可能靠近工件;立式带锯床工作台上所使用的盖条(或垫块),应保证锯条两侧的间隙不大于3mm;滑车型立式带锯床的进给部分应设置限位装置,限位应可靠。
5.锯片防护装置和挡板的设计应与圆锯片外露部分相适应,其位置应靠近前使用位置。 *
6.锯床开关灵敏、可靠,标识清晰;能及时切断电源,无缺损、破裂。
作业活动
7.工作前对进给系统进行操作试验,确保灵敏可靠。
8.操作时应调整好防护罩或挡板,工件夹紧和锁紧可靠;锯条(片)应拉紧或装夹牢固,进刀量在允许范围内;在立式带锯床上进行手动进给时,应使用加工区专用工具,以防止手或手指进入加工区。 *
9.锯长料时,前、后应使用托架(见图示),防止材料锯断时坠落伤人。



常呈现的维修误区
毛病未定位,盲目的拆开设备。一些修补人员因为对带锯床结构、原理不清楚,不仔细分析毛病原因,不能判别毛病部位,凭着 大约、差不多的思维盲目对机械大拆大卸,成果不光原毛病未扫除,并且因为修补技能和工艺较差,又呈现新的问题。 当数控机床呈现毛病后,要经过检测设备进行检测,如无检测设备,可经过问、看、查、试等传统的毛病判别办法和手法,结合其结构和作业原理,断定可能发作毛病的部位。在断定毛病时,一般常用扫除法和比较法,依照从简略到复杂、先表面后内部、先总成再部件的次序进行,切忌;不问青红皂白,盲目大拆大卸。
