


联系我们

当前位置:
广硕橡塑制品(西藏分公司) >西藏本地今日新闻
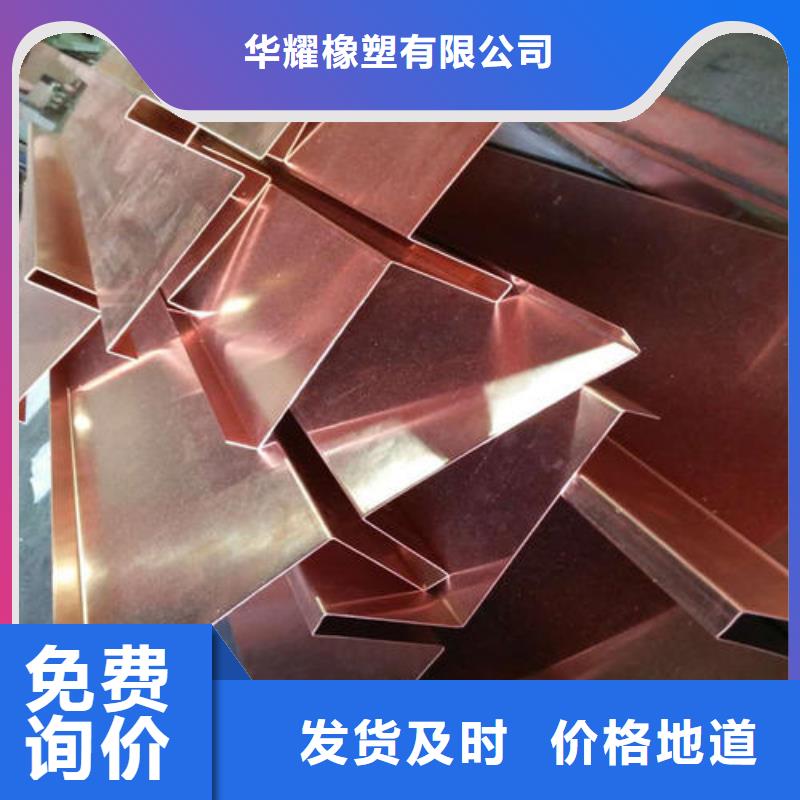
广硕紫铜止水-本地厂家
更新时间:2026-06-16 09:25:57 ip归属地:西藏,天气:晴转多云,温度:13-27 浏览次数:11 公司名称: 广硕橡塑制品(西藏分公司)
以下是:西藏广硕紫铜止水-本地厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 不限 |
| 运费说明 | 按距离 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 材质 | 紫铜 |
| 牌号 | T2 |
| 厚度 | 1.0mm/1.2mm/1.5mm |
| 范围 | 广硕紫铜止水-本地供应范围覆盖西藏 拉萨市、昌都市、阿里市、林芝市、那曲市、日喀则市、山南市等区域。 |
以下是:西藏广硕紫铜止水-本地厂家的图文视频



【广硕】为您提供林芝PVC橡塑止水带、拉萨中埋式橡胶止水带等多元产品与服务。广硕紫铜止水-本地厂家,广硕橡塑制品(西藏分公司)为您提供广硕紫铜止水-本地厂家的资讯,联系人:李经理,电话:【18762195566】、【18762195566】。 西藏自治区 西藏自治区不仅有世界屋脊奇异的地质地貌和独特的自然风光,而且有别具一格的社会人文景观,仅寺庙在历史上盛时就有2700多座,还有不少宫殿、园林、城堡、要塞、古墓、古碑等。
为了让您更地了解我们的广硕紫铜止水-本地厂家,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:西藏广硕紫铜止水-本地厂家的图文介绍


想要保证涂装能够顺利进行,不仅要根据涂装产品的膜厚,还要根据不同的铝板体系,将涂装设定在一定的粘度范围内,才可以产品质量。是国内成立较早的铝板厂家,主营:高精超平铝板,氧化铝板、6061铝板、5083铝板、6082铝板等各牌 铝板。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。



广硕橡塑制品(西藏分公司)新品研发能力、生产加工能力、 PVC橡塑止水带产品供货速度、客户服务质量,在国内处于较高水平, PVC橡塑止水带产品在市场上树立了好的口碑,赢得客户认可。并通过完善的生产、销售、售后一体化,打造了客户的满意度,多年来赢得了广大客户的认可,使企业得到了市场的成功和稳健的发展。 关注客户需求,改善客户体验,成就伙伴共赢。我们愿和您共同打造美好未来!


在常用铜合金中,CuZn、CuSn、CuSi等富铜侧均为包晶系合金,而CuA,CuP等富铜侧为共晶系合金。Cu10Zm合金的铸态组织,该合金为a单相固溶体,枝晶干富铜,枝晶间富锌。当CuZn合金中锌含量达30%-32%时,则因非平衡凝固会导致枝晶间出现少量B相(包晶反应所得)。
紫铜止水片Cu7A合金及Cu6.55n0.1P合金铸态组织。从图2-18(a)可知,平衡态为单相a固溶体的Cu7A合金,在铸态下,基体为具有枝晶偏析的a固溶体,枝晶间出现非平衡的少量(a+Y2)共析产物。这种共析体是因非平衡结晶时生产了非平衡共晶(a+B),其中的β相再发生共析转变所致。
Cu6.55m0.1P合金在平衡态亦应为单相的a固溶体,但在铸锭时非平衡凝固的条件下,基体a具有较严重的枝晶偏析枝晶间富锡和磷,在一定情况下可能在枝间出现(a+8)共析体及Cu化合物(可视为++Cu三相低熔共晶)CuAl系合金中,当含铝量超过7%时会出现β相。
紫铜止水片Cu7A合金及Cu6.55n0.1P合金铸态组织。从图2-18(a)可知,平衡态为单相a固溶体的Cu7A合金,在铸态下,基体为具有枝晶偏析的a固溶体,枝晶间出现非平衡的少量(a+Y2)共析产物。这种共析体是因非平衡结晶时生产了非平衡共晶(a+B),其中的β相再发生共析转变所致。
Cu6.55m0.1P合金在平衡态亦应为单相的a固溶体,但在铸锭时非平衡凝固的条件下,基体a具有较严重的枝晶偏析枝晶间富锡和磷,在一定情况下可能在枝间出现(a+8)共析体及Cu化合物(可视为++Cu三相低熔共晶)CuAl系合金中,当含铝量超过7%时会出现β相。



其焊接顺序为:(1)加热前,先将助焊剂涂在待焊部位.(2)加热紫铜管和套管,将火焰嘴在两点间连续往返移动。不可将火焰直接遇到助焊剂。加热钢管时温度要比加热铜管时略高一些。(3)当紫铜管加热完毕,助焊剂熔化成液体时,立刻将预热过的焊条放在焊点上,焊条一开始熔化,就使火焰嘴在间往返移动,直至焊料流入两管间缝隙内。
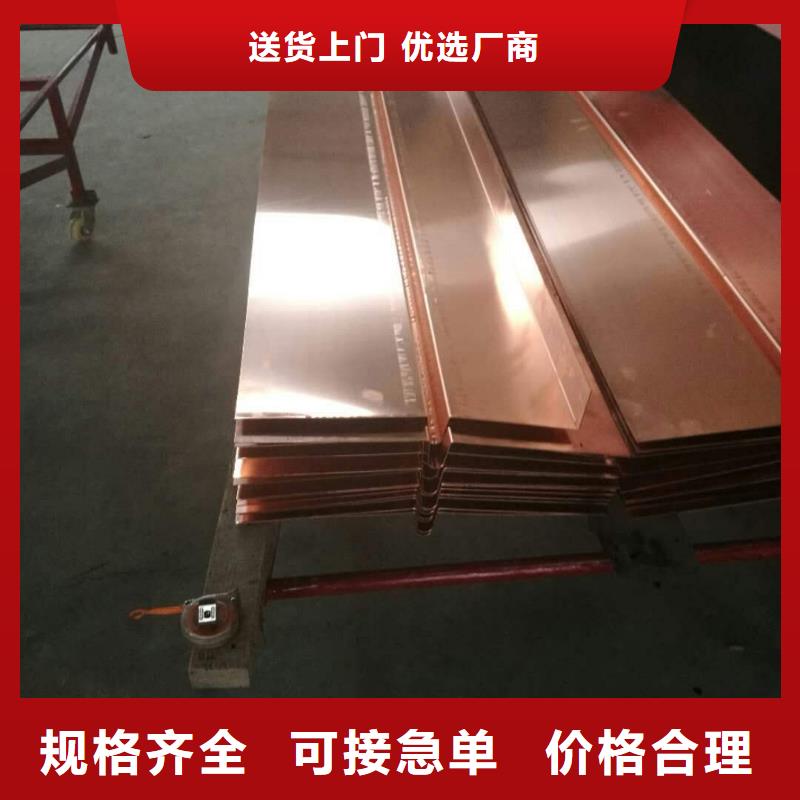
T2紫铜板有良好的导电、导热、耐蚀和加工性能,可以焊接和钎焊。含降低导电、导热性杂质较少,量的氧对导电、导热和加工等性能影响不大,但易引起氢病,不宜在高温(如370℃)还原性中加工(退火、焊接等)和使用。
热加工温度900~1050℃;退火温度500~700℃;冷作硬化铜的再结晶开始温度200~300℃。我们使用铜板的时候往往因为各种各样的需求需要去对紫铜板切割加工,如果方法不对会造成很大的影响,或者直接导致不能使用。然而许多人不知道T2紫铜板怎么切割,下面就来为大家讲解一下。
T2紫铜板有良好的导电、导热、耐蚀和加工性能,可以焊接和钎焊。含降低导电、导热性杂质较少,量的氧对导电、导热和加工等性能影响不大,但易引起氢病,不宜在高温(如370℃)还原性中加工(退火、焊接等)和使用。
热加工温度900~1050℃;退火温度500~700℃;冷作硬化铜的再结晶开始温度200~300℃。我们使用铜板的时候往往因为各种各样的需求需要去对紫铜板切割加工,如果方法不对会造成很大的影响,或者直接导致不能使用。然而许多人不知道T2紫铜板怎么切割,下面就来为大家讲解一下。



一种方法是使用激光切割机去切割,但是因为同伴是高反射材料,所以很容易损坏内部镜片,所以需要我们注意光源的功率,和切割时的注意事项了。2、紫铜板铜排水切割加工,铜排,也称母排或载流排,是承载电流的一种导体。
在开关设备和控制设备中主要用于汇集、分配和传送电能,连接一次设备。3、自身条件不足的话可以找相关的人员或者机构,这样不仅,切割出来紫铜板也更标准,符合使用要求。紫铜板--光亮锡刷镀是防变色镜面光亮电刷镀锡之一,铜排镀锡是指铜排局部或整体镀锡,无需加温,无需电镀槽,工艺简单,易操作,操作非常方便,正、负换向开关设在前面板,上、下拨动开关,即快速实现换向。
包塑紫铜管的焊接步骤大致上与铜管的焊接步骤是一样的,区别就在于包塑紫铜管焊接使用的焊条是有要求的,使用的焊条满足要求后,还需要助焊剂做辅助,使用的助焊剂选择是粉状的。包塑紫铜管在焊接的时候使用的火焰需要是碳化火焰。
在开关设备和控制设备中主要用于汇集、分配和传送电能,连接一次设备。3、自身条件不足的话可以找相关的人员或者机构,这样不仅,切割出来紫铜板也更标准,符合使用要求。紫铜板--光亮锡刷镀是防变色镜面光亮电刷镀锡之一,铜排镀锡是指铜排局部或整体镀锡,无需加温,无需电镀槽,工艺简单,易操作,操作非常方便,正、负换向开关设在前面板,上、下拨动开关,即快速实现换向。
包塑紫铜管的焊接步骤大致上与铜管的焊接步骤是一样的,区别就在于包塑紫铜管焊接使用的焊条是有要求的,使用的焊条满足要求后,还需要助焊剂做辅助,使用的助焊剂选择是粉状的。包塑紫铜管在焊接的时候使用的火焰需要是碳化火焰。
广硕紫铜止水-本地厂家_广硕橡塑制品(西藏分公司),固定电话:【18762195566】,移动电话:【18762195566】,联系人:李经理,滨湖新区北田村。