您的位置>首页 >丽江本地行业News >
q235b大口径厚壁卷高温管309S锥形钢板卷筒质量放心
更新时间: 2026-05-25 18:46:10 ip归属地:丽江,天气:晴,温度:15-29 浏览次数:1
以下是:云南省丽江市q235b大口径厚壁卷高温管309S锥形钢板卷筒质量放心的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 100 |
|---|
| 运费说明 | 电议 |
|---|
| 小起订 | 1支订 |
|---|
| 质量等级 | 1级 |
|---|
| 是否厂家 | 生产厂 |
|---|
| 产品材质 | 235b等 |
|---|
| 产品品牌 | 山特金属 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 吨 |
|---|
| 产品颜色 | 碳黑 |
|---|
| 质保时间 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 适用领域 | 管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 3年 |
|---|
| 产品功率 | 32 |
|---|
| 工作温度 | 常温 |
|---|
| 公司品牌 | 山特金属 |
|---|
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 椭圆度 | 正负3MM |
|---|
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
|---|
| 范围 | q235b大口径厚壁卷高温管309S锥形钢板卷筒质量放心供应范围覆盖云南省、昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 古城区、永胜县、华坪县等区域。 |
|---|
以下是:云南省丽江市q235b大口径厚壁卷高温管309S锥形钢板卷筒质量放心的图文视频
导读 【山特】以匠心打造多元场景产品,涵盖
华坪Q235B钢板卷管、
永胜304不锈钢卷管厂家、
昆明污水管道钢板卷管、
迪庆直缝钢管等。在云南省丽江市采购
q235b大口径厚壁卷高温管309S锥形钢板卷筒质量放心请认准
山特金属制品(丽江市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:
张经理-【15206358344】)。 云南省,丽江市 丽江市是全国同时拥有三项世界遗产的地级市,旅游资源丰富,有旅游风景点104处,有丽江古城、玉龙雪山、虎跳峡、老君山、束河古镇等知名旅游景点。先后被评为中国旅游竞争力百强城市、中国十大休闲城市、中国旅游城市、中国十大魅力城市等荣誉称号,先后成功创建为园林城市、卫生城市、节水型城市。
【全新视界!】q235b大口径厚壁卷高温管309S锥形钢板卷筒质量放心产品视频,带你领略产品新风尚!
以下是:云南丽江q235b大口径厚壁卷高温管309S锥形钢板卷筒质量放心的图文介绍


焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。 采用空气等离子切割机将卷管切成单根。 切成单根Q345B钢板卷管后,每批卷管头三根要进行严格的首检制度,检查焊缝的力学性能,钢板卷管厂,化学成份,溶合状况,Q345B卷管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。



在公司发展壮大的8年里,山特金属制品(丽江市分公司)始终为客户提供好的产品和技术支持、健全的售后服务,我公司主要经营 木椭圆钢板卷管厂。我们有好的 木椭圆钢板卷管厂产品和专业的销售和技术团队,目前团队人数有30人,如果您对我公司的产品服务有兴趣,期待您在线留言或者来电咨询.


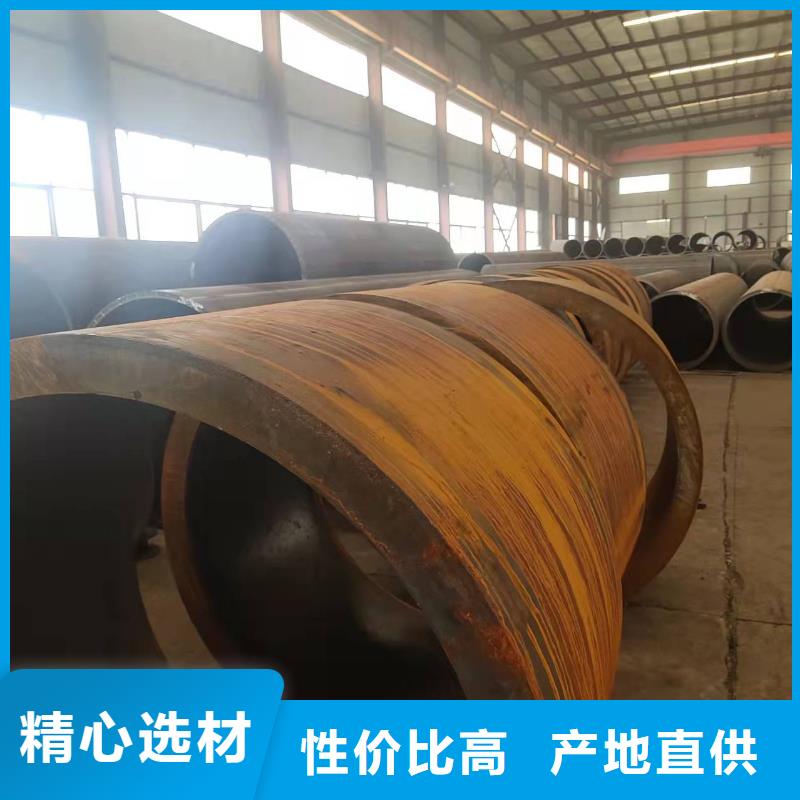
大口径厚壁钢板卷管,不锈钢卷管、锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. 大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图



首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。



总结 今年在云南省丽江市本地购买q235b大口径厚壁卷高温管309S锥形钢板卷筒质量放心有了新选择,山特金属制品(丽江市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的q235b大口径厚壁卷高温管309S锥形钢板卷筒质量放心产品。如需购买或咨询,请随时联系我们,联系人:张经理-【15206358344】,地址:经济开发区汇通国际金属物流园。