
产品详细介绍
以下是:山东省滚压管【大口径厚壁珩磨管】品牌大厂家的产品参数
导读 【安达珩磨管】为您提供东营绗磨管、烟台气缸缸筒、潍坊油缸管等多元产品与服务。滚压管【大口径厚壁珩磨管】品牌大厂家,珩磨管液压机械(山东省分公司)为您提供滚压管【大口径厚壁珩磨管】品牌大厂家,联系人:高经理,电话:【13184177133】、【13184177133】。 山东省 山东省陆域面积15.58万平方千米,地形以平原丘陵为主,中南部山地突起,西南、西北低洼平坦,东部是缓丘起伏的山东半岛,西部及北部属华北平原;地跨淮河、黄河、海河、小清河和胶东五大水系;属暖温带季风气候。山东省是工业大省,拥有41个工业大类,中国重要的工业基地和北方地区经济发展的战略支点。山东半岛城市群对外毗邻日韩、面向东北亚、联通“一带一路”。
想要更直观地了解滚压管【大口径厚壁珩磨管】品牌大厂家产品吗??产品视频,带你走进产品世界
以下是:山东滚压管【大口径厚壁珩磨管】品牌大厂家的图文介绍

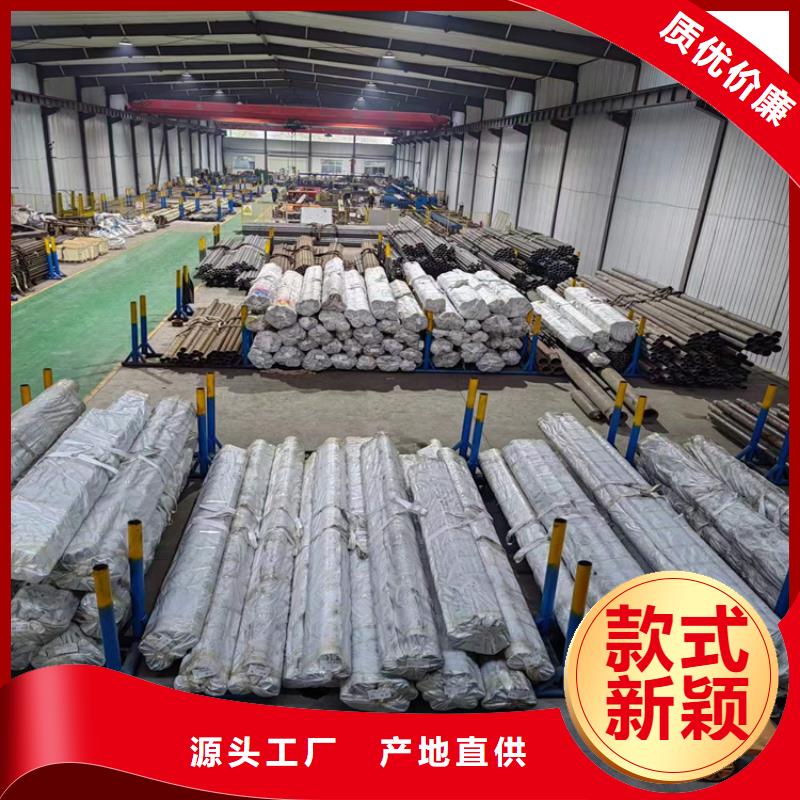
山东珩磨管油缸管绗磨管绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象。滚压管
厚壁油缸管是液压缸的主体,其内孔一般采用镗孔、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件和支架滑动顺畅,以保证密封效果,减少磨损;液压缸应能承受较大的液压,因此应具有足够的强度和刚度。端盖位于气缸的两端,与气缸形成封闭的油室。因此,端盖及其连接件应具有足够的强度。在设计中不仅要考虑强度,还要选择加工性能较好的结构形式。导套引导并支撑活塞或柱塞。有些液压缸由端盖孔直接导向,没有导向套。这种结构简单,但磨损后必须更换端盖。


山东珩磨管油缸管绗磨管为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。我公司本着不端创新和进步的理念,在不断加强各种缸筒的研究和创新的基础上,增加在液压机械等方面的发展,这无疑是给企业的发展带来了无穷的力量和希望!经过这些年的发展,不断的开发新产品来配合客户需求,使产品的各项优越性得到快速,产品被广泛应用于冶金、锻压、铸造、机床、矿山、起重、船舶、煤炭、运输、化工、科研、军工等工业领域。绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。绗磨管是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。滚压管



山东珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管



珩磨管液压机械(山东省分公司)地处山东经开区,是一家从事研发设计、生产、销售 镀铬棒制品为一体公司,以质量求生存,以信誉求发展,以一切为了顾客的方针准则,赢得了广大客户的信赖。 镀铬棒产品畅销全国125个城市地区;诚挚期待与您合作。


山东珩磨管油缸管绗磨管厚壁油缸管用柴油或煤油清洗后,涂刷润滑油后用油纸包好, 放入木箱中,存放在干燥无腐蚀的环境中。在液压缸外表面和内表面喷柴油,内层用布覆盖,涂防锈油和外涂层。放在干燥处,先用柴油清洗干净,再用黄油内外涂一层防锈剂。
如何提高绗缝管的疲劳强度通过滚压成形,在滚压表面形成冷加工硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后,表面粗糙度的降低可以改善匹配性能。轧制是一种无切屑加工,它利用金属在室温下的塑性变形来压扁工件表面的微小不平整度,从而改变表面结构、机械特性、形状和尺寸。因此,这种方法可以同时达到精整和强化两个目的,而这是磨削所不能达到的。无论采用何种加工方法,零件表面都会留下细小不均匀的刀痕,导致峰谷交错。滚压加工原理:是利用金属在室温下的冷塑性特点,用滚压工具对工件表面施加一定的压力,使工件表面的金属产生塑性流动,填充到原来残留的低凹槽中的压力精整工艺,降低了工件的表面粗糙度。由于轧制表面金属的塑性变形,表面结构冷硬化,晶粒细化,形成致密的纤维状,形成残余应力层,提高硬度和强度,从而提高工件表面的耐磨性、耐腐蚀性和相容性。轧制是一种非切削塑料加工方法。滚压管


总结 滚压管【大口径厚壁珩磨管】品牌大厂家_珩磨管液压机械(山东省分公司),固定电话:【13184177133】,移动电话:【13184177133】,联系人:高经理,辽河路燕山路交叉口南500米东首。