




我们的现场实拍视频将带您走进镀锌管 型材使用寿命长久产品的世界,产品视频细节之美一览无余!
以下是:四川宜宾镀锌管 型材使用寿命长久的图文介绍

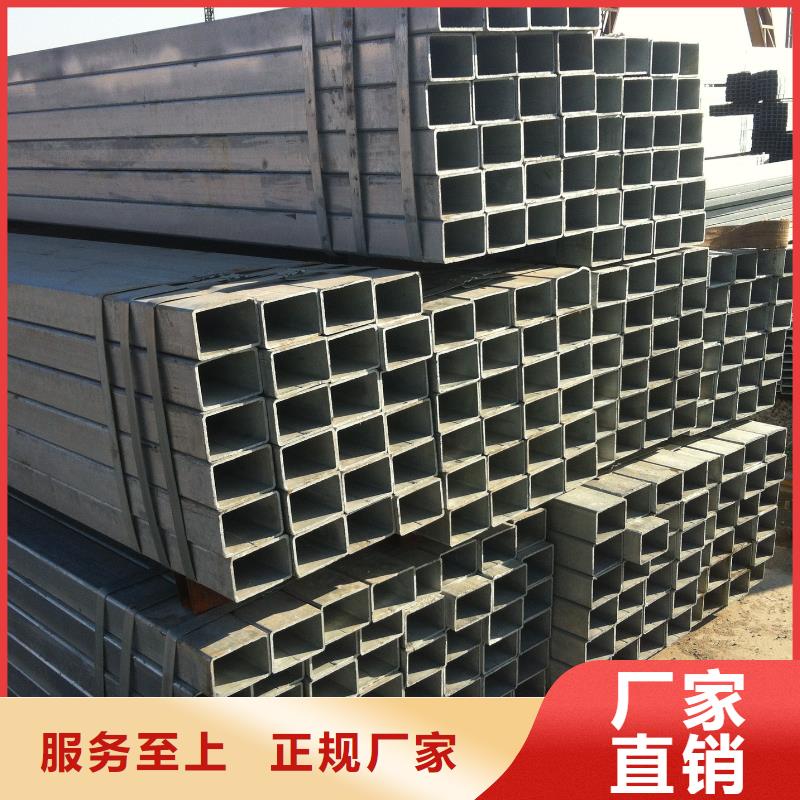
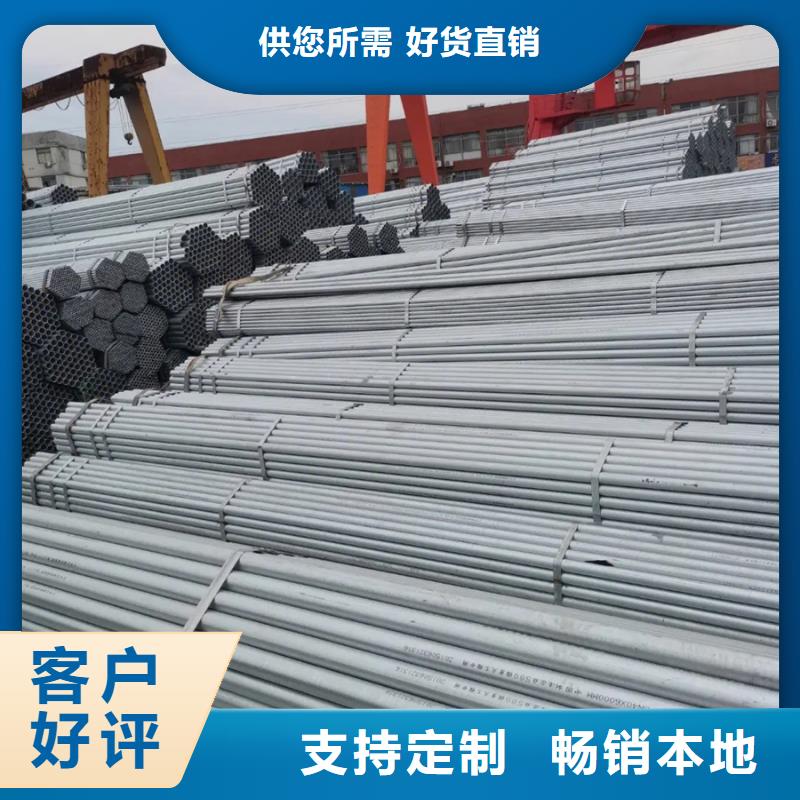
四川宜宾镀锌管更容易被划伤; 头尾不齐是带钢直接卷取,轧后不切头尾造成的。 这些缺陷终导致焊管外观质量不合格,必须将其切断或判断为报废,从而降低焊管的成品率和合格率。 塔盘卷从内圈到外圈十条带钢为塔盘卷取带卷,一般不允许大于50mm。 轻微松卷可在精轧后使用,而严重松卷则无法分拣,必须裁切使用,增加金属消耗,降低成品率。 包装不牢固,不符合包装要求; 装卸过程中操作不当; 原材料管理不善、储存、来回升降,造成卷筒松动。 四川宜宾镀锌方管氧化皮渗入带钢边缘之间的焊缝区会导致焊接缺陷,而带钢表面的氧化铁片渗入成型会加速成型辊的磨损。 氧化皮严重的热轧带钢应去氧化皮。 热镀锌是将除锈后的钢构件浸入600℃左右的高温锌液中,使钢构件表面附着锌层。 从而达到防腐的目的。 近年来,轻钢结构体系中出现了大量压型钢板。 热浸镀锌也用于防止腐蚀。 热镀锌的 道工序是酸洗除锈,然后是清洗。 这两个过程的不完善会给防腐留下隐患,所以必须彻底处理。


四川宜宾热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。



苏沪金属制品(宜宾市分公司)本着“一切以客户为中心,诚信经营,为客户提供价格实惠 09CuPCrNiA槽钢产品的理念”,在确定 09CuPCrNiA槽钢产品质量的前提下,大批量采购货物取得低成本的货物,并尽量减少货物流通的环节,从而减少成本与客户共享价值。 如阁下欲垂询或订购 09CuPCrNiA槽钢产品,可致电,传真或者电邮给敝司。我们将会尽快的回复。


受原材料影响,市场价格波动较大。 四川宜宾镀锌方管厂分析指出,海外矿业巨头的新增产量远非中国市场能够消化的。 加之我国需求增速有所回落,所以后期在越来越多的铁矿石供需过剩的严峻压力下,尤其是矿业巨头排挤中小矿企业后, 相互之间的价格竞争也会对铁矿石市场形成很大的负面压力,矿价下行压力依然存在。 在需求释放暂时没有好转的情况下,看空心理较强,更多选择降低出货价格。 预计今日四川宜宾镀锌管主流趋势将继续下行调整。 三个月以来 ,市场对经济前景充满担忧。 上半年增长指标仍落后于地方政府年初制定的增长目标,部分省份甚至远远落后。 受经济下行的影响,的需求增长也将放缓。 从季节上看,应该是收获季节,也是钢市历史上传统的消费旺季; 由于气候适宜,户外工程、工业制造等主流钢铁行业将进入 生产期。 理论上,可以积极有效地刺激钢材需求的集中释放。



