




使用数控钢筋弯曲中心,建议大家每周都对设备进行一个简单的维护,对设备进行维护可以保证设备运行流畅,也能使数控钢筋弯曲中心更加稳定。
套丝机工作时先把要加工螺纹的管子放进管子卡盘撞击卡紧按下启动开关管子就随卡盘转动起来调节好板牙头上的板牙开口大小设定好丝口长短.然后顺时针扳动进刀手轮使板牙头上的板牙刀以恒力贴紧转动的管子的端部板牙刀就自动切削套丝同时冷却系统自动为板牙刀喷油冷却等丝口加工到预先设定的长度时板牙刀就会自动张开丝口加工结束.关闭电源撞开卡盘取出管子.套丝机还具有管子切断功能:把管子放入管子卡盘撞击卡紧启动开关放下进刀装置上的割刀架扳动进刀手轮使割刀架上的刀片移动至想要割断的长度点渐渐旋转割刀上的手柄使刀片挤压转动的管子管子转动4圈5圈后被刀片挤压切断.40钢筋套丝机在使用过程中应注意以下事项:1、40钢筋套丝机施工人员必须进行技术培训,经考核合格后方可持证上岗操作。2、40钢筋套丝机设备电源必须有漏电保护装置;本机必须有可靠的接地保护,防止漏电伤人;设备停用后应切断设备电源。3、40钢筋套丝机钢筋夹持在台钳上后必须将钢筋夹持紧。加工拐铁钢筋时,正对拐铁处严禁站人,以防因钢筋未夹紧而甩起**。加工中如有钢筋松动应立即停机并将钢筋再次夹紧。钢筋转动时不得用手抓握钢筋,禁止戴手套进行操作。4、40钢筋套丝机滚丝头滚到前限位后不停机时应立即切断电源,不要用手去阻止滚丝头转动。5、40钢筋套丝机滚丝头在运转过程中手不得触摸任何转动部件,如:滚丝头、胀刀触头等。6、设备维修必须有专门人员进行,不得私自进行维修、改装。7、设备在接通电源后不得用手触摸任何带电电器件,以防触电。不得让水等具有导电能力的物质进入电器箱。8、设备在移动及装卸时应平稳,以免倾翻伤人。绕筋机
 调速;绕筋机按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。 场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。 1,小车作用:当钢筋笼旋转时,小车按照钢筋笼绕筋设计的间距要求,按调定速度行走,达到钢筋笼的绕筋间距。 2,线盘:放置绕筋所用线材,随绕筋缠绕速度自行转动。 3,放线器:绕筋线材通过放线器,由弯曲状变为近式直线,按螺旋状缠绕在钢筋笼上,以保证绕筋间距及形状的完整。六、使用与维护 1、整机组装完成后,分别检查各传动部分,运动部分是否有阻碍,若有则予。 2、检查各连接处的紧固件是否有松动,若有则拧紧。 3、检查各润滑点,其润滑油脂是否足够,不够则加足。减速机加注40#-50#机械油,每工作3000小时,清洗换油一次,加注新油不超过1.5kg。 4、检查电路是否正确,接地、接零是否可靠。 5、当以上检查无误后,按启动开关,先点动,再试运转3-5分钟,检查铁辊运转有无异常,若有,则应查明原因并予以排除。 6、在设备上制作骨架时,不要将刚焊接的部位停留在铁辊上,以保障铁辊外观质量。 7、每次开机前,查看有无障碍物与险情,排除后进行绕筋工作。 8、使用过程中,随时注意观察机器运转情况,如发现异常,应立即停机检查,待故障排除后,方可继续工作。 9、工作完毕清理场地,将机器擦拭干净,在运动件上涂上润滑油。
还有重要的就是数控钢筋弯曲中心的芯轴,挡块和转盘等都要每月检测一次,因为这些部件都是容易磨损的,经常检测不会对设备造成影响。
调速;绕筋机按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。 场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。 1,小车作用:当钢筋笼旋转时,小车按照钢筋笼绕筋设计的间距要求,按调定速度行走,达到钢筋笼的绕筋间距。 2,线盘:放置绕筋所用线材,随绕筋缠绕速度自行转动。 3,放线器:绕筋线材通过放线器,由弯曲状变为近式直线,按螺旋状缠绕在钢筋笼上,以保证绕筋间距及形状的完整。六、使用与维护 1、整机组装完成后,分别检查各传动部分,运动部分是否有阻碍,若有则予。 2、检查各连接处的紧固件是否有松动,若有则拧紧。 3、检查各润滑点,其润滑油脂是否足够,不够则加足。减速机加注40#-50#机械油,每工作3000小时,清洗换油一次,加注新油不超过1.5kg。 4、检查电路是否正确,接地、接零是否可靠。 5、当以上检查无误后,按启动开关,先点动,再试运转3-5分钟,检查铁辊运转有无异常,若有,则应查明原因并予以排除。 6、在设备上制作骨架时,不要将刚焊接的部位停留在铁辊上,以保障铁辊外观质量。 7、每次开机前,查看有无障碍物与险情,排除后进行绕筋工作。 8、使用过程中,随时注意观察机器运转情况,如发现异常,应立即停机检查,待故障排除后,方可继续工作。 9、工作完毕清理场地,将机器擦拭干净,在运动件上涂上润滑油。
还有重要的就是数控钢筋弯曲中心的芯轴,挡块和转盘等都要每月检测一次,因为这些部件都是容易磨损的,经常检测不会对设备造成影响。
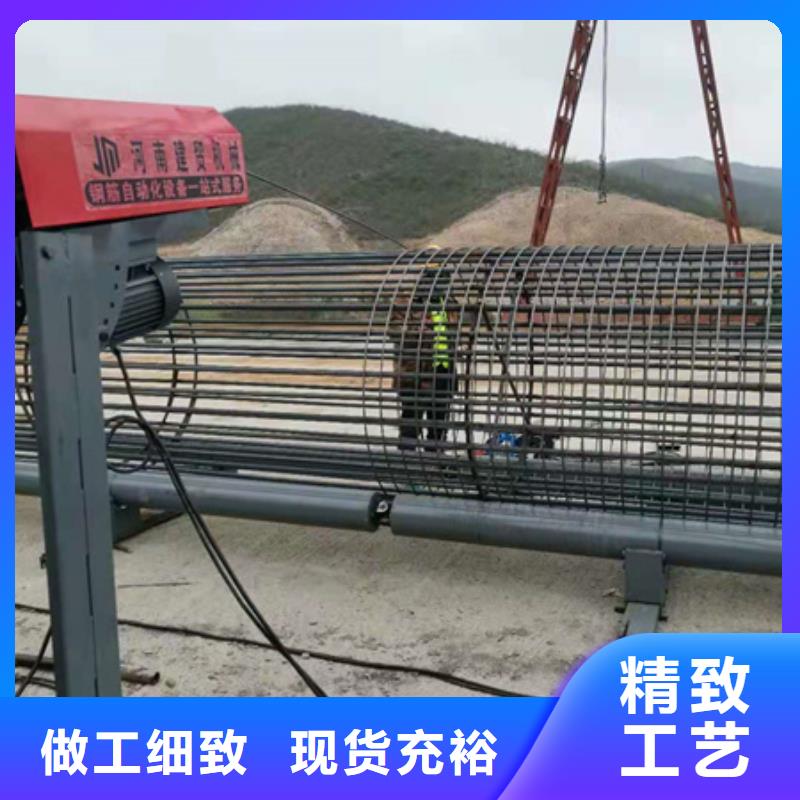
 #钢筋笼滚笼机襄阳#-可定制
?数控钢筋弯箍机更新换代走机械化发展道路。随着我国经济向市场经济的发展和转变,建筑机械生产在国民经济的地位日益。数控钢筋弯箍机的发展不能只停留在机械技术,还要和电子技术,自动控制,等科技相结合起来,其科技含量,如全自动数控钢筋弯箍机,同综合机械化,现代化的方向发展,将建筑机械生产到一个新层次的发展。??特点一调直系统采用我厂多年来生产的多轮组调直机结构,由水平和垂直2组多轮调直,矫直系统具有位置移动记忆检测,更换不同直径的钢筋,调直轮会自动向下或向上,达到换钢筋快速调直,缩短钢筋调直时间,整个均自动完成,多轮组同步牵引钢筋,轮与钢筋的压力减小,牵引力小,进而使耗能、钢筋损耗。钢筋笼绕筋机工作原理根据施工要求,首先钢筋笼绕筋机两滚筒间距离,将钢筋笼的主筋架预制好吊装到钢筋笼绕筋机两滚筒之间,通过穿过矫直器将盘筋穿入钢筋笼,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定及盘转动把绕筋缠绕在主筋上,同时进行焊接,从而形成产品钢筋笼---这就是 钻孔灌注桩钢筋笼绕筋机即“简易钢筋笼成型机”的工作原理.
#钢筋笼滚笼机襄阳#-可定制
?数控钢筋弯箍机更新换代走机械化发展道路。随着我国经济向市场经济的发展和转变,建筑机械生产在国民经济的地位日益。数控钢筋弯箍机的发展不能只停留在机械技术,还要和电子技术,自动控制,等科技相结合起来,其科技含量,如全自动数控钢筋弯箍机,同综合机械化,现代化的方向发展,将建筑机械生产到一个新层次的发展。??特点一调直系统采用我厂多年来生产的多轮组调直机结构,由水平和垂直2组多轮调直,矫直系统具有位置移动记忆检测,更换不同直径的钢筋,调直轮会自动向下或向上,达到换钢筋快速调直,缩短钢筋调直时间,整个均自动完成,多轮组同步牵引钢筋,轮与钢筋的压力减小,牵引力小,进而使耗能、钢筋损耗。钢筋笼绕筋机工作原理根据施工要求,首先钢筋笼绕筋机两滚筒间距离,将钢筋笼的主筋架预制好吊装到钢筋笼绕筋机两滚筒之间,通过穿过矫直器将盘筋穿入钢筋笼,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定及盘转动把绕筋缠绕在主筋上,同时进行焊接,从而形成产品钢筋笼---这就是 钻孔灌注桩钢筋笼绕筋机即“简易钢筋笼成型机”的工作原理.
