
更新时间:2026-05-27 01:57:33 ip归属地:黔西南,天气:阵雨转中雨,温度:21-31 浏览次数:2 公司名称: 龙丽金属材料(黔西南市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |
| 范围 | 精密无缝钢管供应范围覆盖贵州省、贵阳市、遵义市、安顺市、铜仁市、六盘水市、毕节市、黔西南市、黔南市、黔东南市 兴义市、兴仁市、普安县、晴隆县、贞丰县、望谟县、册亨县、安龙县等区域。 |
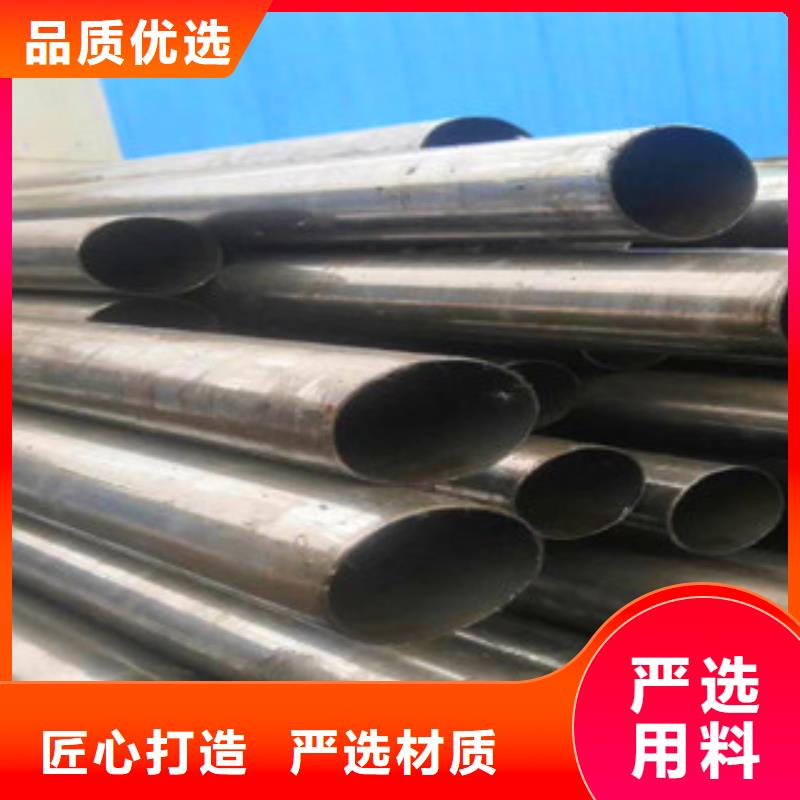


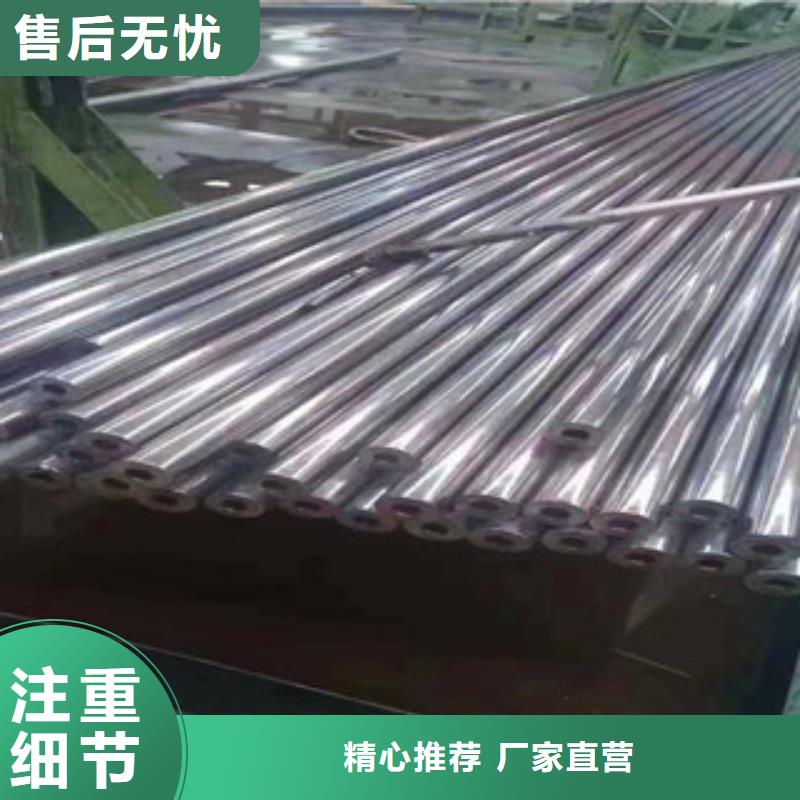


产品细节图

用斜轧法或拉拔法扩大管材直径的一种荒管精轧工序,用于大直径薄壁管的生产。随着工业技术尤其石油与化学工业的发展,油气输送、压力容器、结构及机械部件用的大直径无缝精密钢管需要量逐年递增。尽管大型周期式轧管机组与顶管机组(见热轧无缝管机组)可以生产一部分大直径管,但其设备庞大,一次性投资高,且生产大直径薄壁管有一定困难。20世纪20年代末和30年代初期,美国和德国研制出了辊式斜轧热扩管机(图a);德国又研制了拉拔热扩管机(图b),并都投入了工业生产。斜轧热扩径在斜轧扩管机上进行。


在斜轧(均整)机上轧制由自动轧管机轧出的管子,以壁厚不均以及研磨精密钢管内外表面的工序。均整机为二辊或三辊式斜轧机,使用固定顶头。三辊均整机的优点是,轧制时可取较大的减壁量,产量高,轧出的管子尺寸精度较高。一般管材均整后直径有些增加,壁厚略减小,长度稍有缩短,当管壁压缩量较大时则长度增加。二辊均整机的变形过程如图所示。整个变形区分为4个区。I为减径区,该区一般很短。Ⅱ为管壁压下(扩径)区,由于均整机顶头略大于来料的内径,在该区管材首先和顶头圆弧部分相接触,然后随着金属进入变形区,在顶头的圆弧部分与轧辊之间压缩管壁;到顶头的圆柱部分时虽然顶头母线和轧辊圆柱段母线相平行,但由于轧辊轴线倾斜于轧制轴线,因而顶头与轧辊间的间隙是逐渐减小的(到交叉点为止),因而在这区段内管壁仍受量压下。Ⅲ为展轧区。在该区中展轧管壁,以改善内外表面质量。Ⅳ区为管材转圆区。



公司实力




