



盲目替换设备零部件。锯床数控体系毛病判别和扫除相对困难一些,有些修补人员一向选用换件实验的办法,不论大件小件,只要以为可能是导致毛病的零部件,一个一个替换实验,成果非但毛病没扫除,且把不应替换的零部件随意替换了,增加了消费者的开支。在修补时,应根据毛病现象仔细分析判别毛病原因及部位,对能修正的零部件要采纳修补的办法康复技能功能,根绝盲目替换零部件的做法。
替换新配件的质量合格。安装后呈现毛病的问题比较常见。在替换配件前,有些修补人员对新配件不做技能查看,拿来后直接安装到带锯床上,这种做法是不科学的。在替换新配件前一定要进行必要的查看测试,检测包含外观及功能测试,保证新配件无毛病,根绝其引起的不必要费事。
a、锯床导向臂的导向角夹持的锯条与锯床工作台不笔直:处理:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。b、带锯条有可能磨损:处理方法:如果锯条有修正价值能够修补,如果没有的话就替换锯条。c、带锯条可能松了。涨紧锯条。d、带锯床下料速度进给太快,调整调速阀使进给速度慢一点。e、锯床两导向臂之间间隔太大,调一下导向臂的间隔,一般比材大6-10厘米f、锯床导向角里夹锯床的小轴承可能损坏,替换小轴承就能够!
数控锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。由主动轮和从动轮带动锯条作业,锯条断料方向由导轨操控架操控。经过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。由液压油缸活塞杆支撑导轨操控架下落进锯断料,装有手动或液压油缸夹料锁紧组织,以及液压操作阀开关等。

张家界钢筋锯切. 墩粗 .套丝 打磨工艺实现了自动化生产。提高了张家界套丝生产线设备的自动化程度并减少劳动力。 节约场地;套丝设备可与钢筋剪切锯切设备链接。钢筋通过裁剪设备将钢筋裁剪到规定长度后直接进入套丝设备。不需要占用场地存放钢筋。减少人工;该设备操作人员只需要一个人就可完成炒作。无须吊装和搬运线体直接运输。提高效率;短时间实现从原材料到两端套丝半成品。保证品质。上下工序紧密衔接。及时发现异常并纠正。操作简单;设备配备人性化的操作程序。可选择性作业。同时这两个部套可以拆分开作为独立设备单独使用。先进的伺服控制系统。锯切。套丝精度高。全自动液压钢筋镦粗机采用先进液压系统和电动结构,新产品、新技术,只需按上一个电源按扭,整体镦粗工作一次性完成,加工精度高,质量保证。钢筋镦粗利用冷镦的原理使钢筋端头塑性变形,直径增大4~6mm,然后再加工螺纹。使加工螺纹后的实际截面积大于原钢筋截面积,大大提高接头的抗拉强度。这种镦粗后的螺纹接头经拉伸实验检测全部断于母材,适用于建筑、路桥、高铁、电站要求较高的工程;操作简单方便,省时省力。

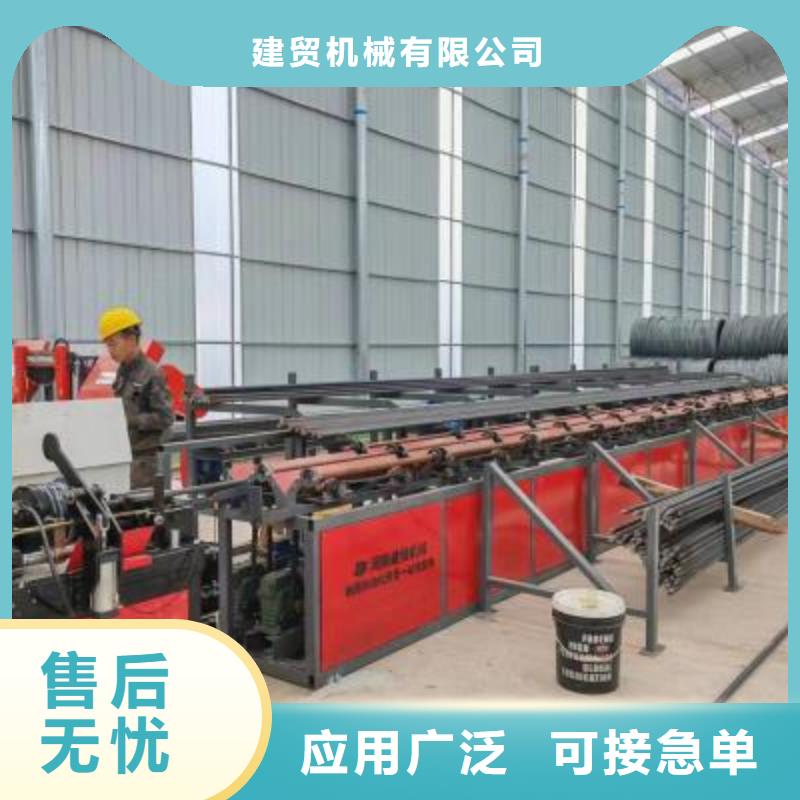
张家界数控钢筋锯切套丝生产线,是一款主要针对于不同钢筋直径、钢筋棒材的锯切,套丝,全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。锯床采用专 用的双面夹紧锯床。滚丝机主要适用于冷滚压成型,冷滚压工艺是一种无屑加工工艺,该工艺利用滚压工具进行揉捏成型。滚压金属纤维是接连的,滚压是发生的径向压力能有用的提高工件表面的光洁度、硬度和强度,比切屑加工提高作业效率几倍、甚至几十倍,然后愈加节约材料,更易实现自动化加工。
 张家界数控钢筋套丝打磨生产线来电咨询
张家界数控钢筋套丝打磨生产线来电咨询