


联系我们

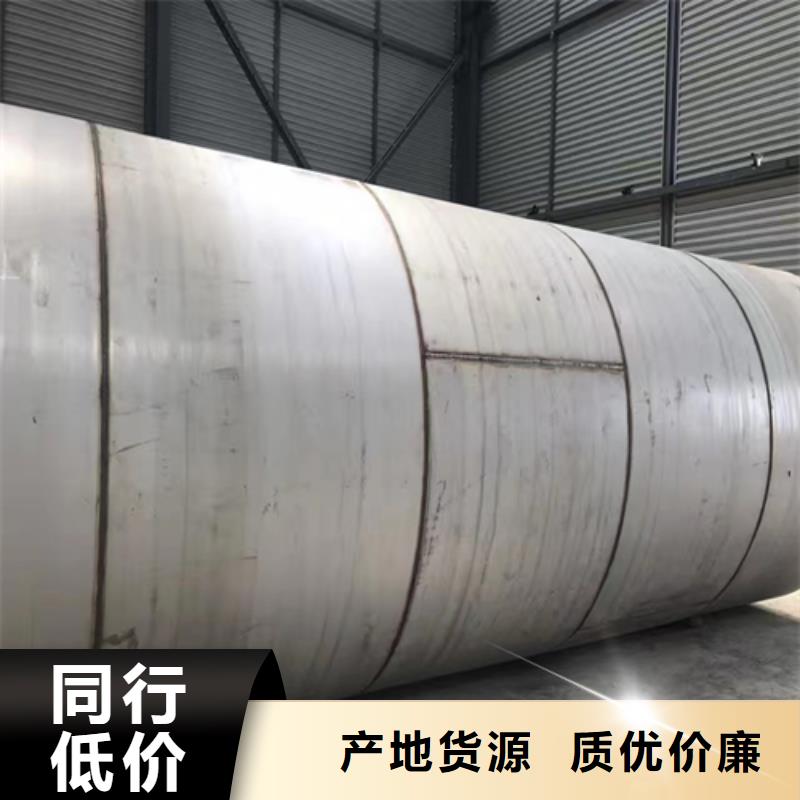
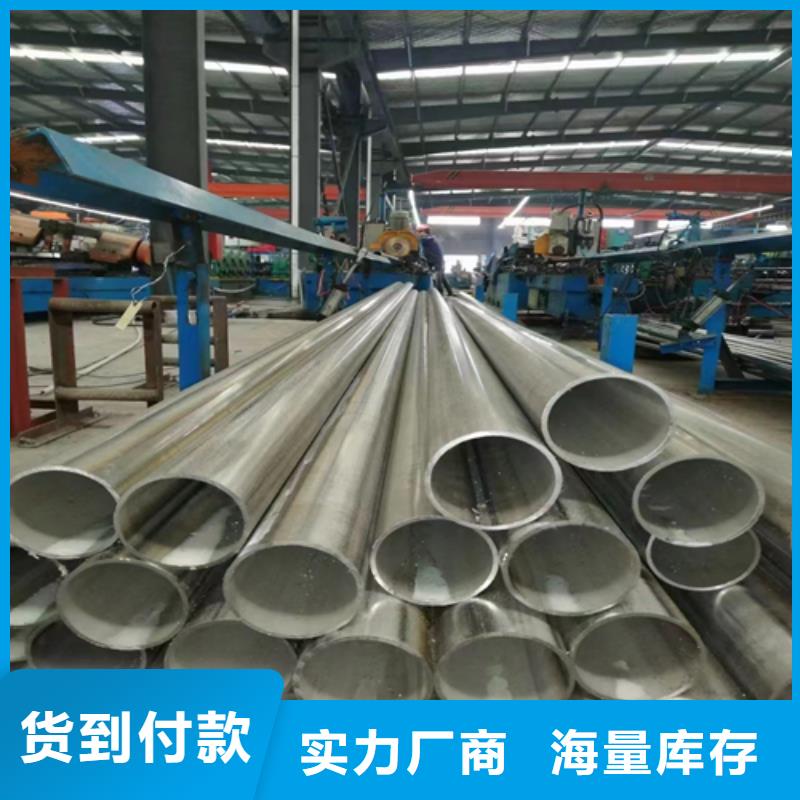
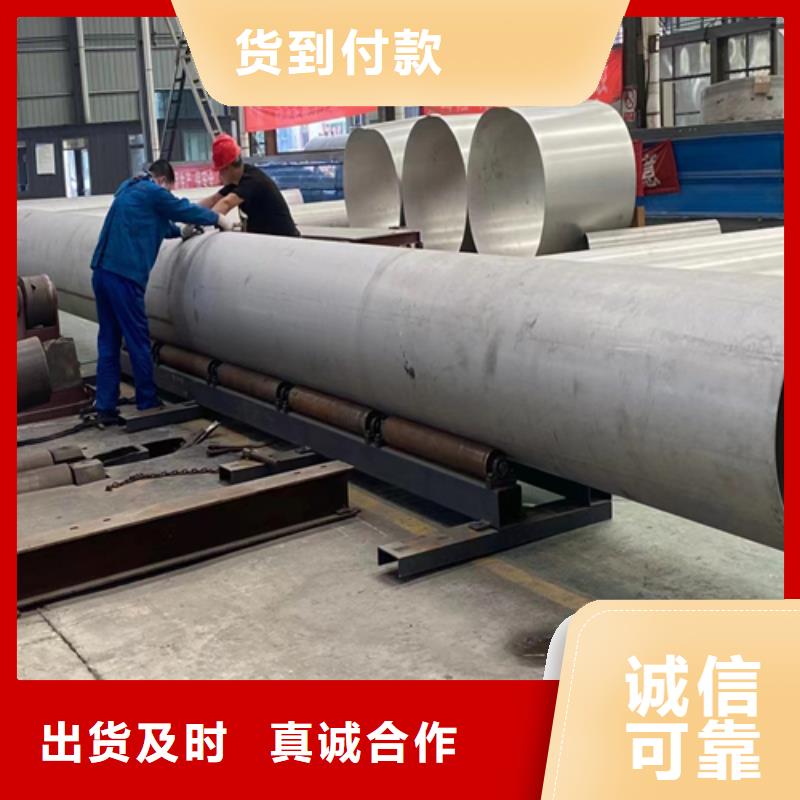
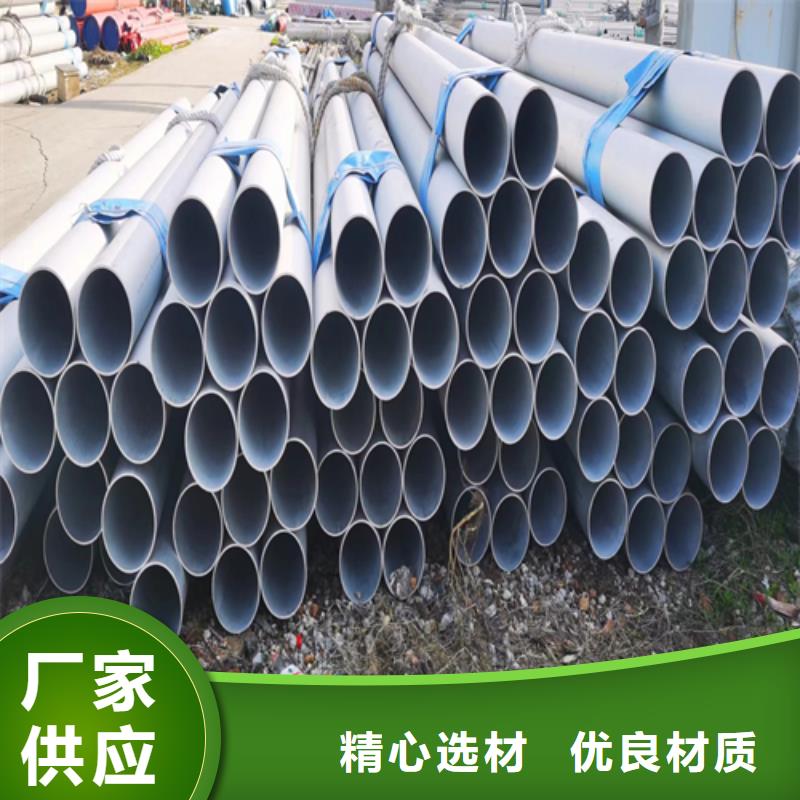
薄壁不锈钢焊管
发布时间:2024-06-27 21:28:48 浏览次数:1 公司名称:[鹤壁]惠宁金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 8.5/kg |
| 发货期限 | 1-3 |
| 供货总量 | 8888888 |
| 运费说明 | 包邮 |
| 最小起订 | 1支 |
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 惠宁 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 工业等级 |
| 质保时间 | 1年 |
| 外形尺寸 | 齐全 |
| 适用领域 | 化工管道 |
| 是否进口 | 否 |
| 质量认证 | 已认证 |
| 产品功率 | 国标 |
| 工作温度 | 国标 |





鹤壁不锈钢焊管2205不锈钢工业焊管技术牵头,攻课题、克难关。调研后,技术中心牵头组织品种钢研讨会,针对叉车用钢冶炼 铝 镇静钢生产工艺,攻克了对裂纹、洁净度要求极高且要求零下30摄氏度冲击性能等生产难点,经过多次研讨、实验、论证,终确定了20MnSiV生产工艺操作要点产牵头,优工艺、见成效。生产厂接到任务后,立刻组织各部门召开生产调度专题会,针对20MnSiV的操作要点和工艺要求,从转炉到精炼再到连铸制订全方面控制措施,持续改进优化,终成功掌握了该类钢种的关键生产技术,并于2月16日组织生产,一次性轧制成功。经试验分析,该产品力学性能均符合要求,综合性能达到使用要求,得到了该客户的好评,联合特钢因此与该客户达成长期合作协议。。
鹤壁不锈钢焊管 304直缝不锈钢焊管 7.一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。8.一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。9.桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管。?本规程适用于按GB50235-97《工业金属管道施工及验收规范》规定的不锈钢管道的焊缝。应用在本工程中的低温管道(不锈钢管道)焊接。?
2.焊前准备?
2.1?焊接坡口应采用机械加工,采用等离子弧切割时,应保证表面修磨平整。?
2.1.1管道组对时,要求内壁平齐,其错边量b不超过下列规定:?SHA级管道不超过0.5mm;?SHB级
鹤壁不锈钢焊管 316L大口径薄壁不锈钢焊管 可探伤抛光等离子切割:等离子切割后,割渣应清理干净。批量切割时,对于已完成的零件应及时清理出现场,以避免割渣对工件的玷污。③锯切下料:锯切下料时,夹紧应加以胶皮保护,锯切后应清理工件上的油污、残渣等。3、机械加工:不锈钢件在车、铣等机械加工时也应注意防护,作业完成应清理干净工件表面的油污、铁屑等杂物。4、成型加工:在卷板、折弯过程中,应采取有效措施避免造成不锈钢件表面划伤和折痕。5、铆焊:不锈钢件在组对时,应避免强制组装,尤其避免火焰烤校装配。组对或制作过程如有临时采用等离子切割时,应采取隔离措施以避免割渣对其它不锈钢件的污染。切割后,工件上的割渣应清理干净。6、焊接:不锈钢件焊接前必须认真清除油污、锈迹、灰尘等杂物。焊接时尽量采用氩弧焊接,采用手工电弧
鹤壁不锈钢焊管应力与拘束应力的影响在脆性温度区内金属的强度极低焊接应力又使这飞部分金属受拉当拉应力达到一定程度时就会出现结晶裂纹。 (3)防止结晶裂纹的措施a.减小硫、磷等有害元素的含量用含碳量较低的材料焊接。b.加入一定的合金元素减小柱状晶和偏析。如铝、锐、铁、镜等可以细化晶粒。c.采用熔深较浅的焊缝改善散热条件使低熔点物质上浮在焊缝表面而不存在于焊缝中。d.合理选用焊接规范并采用预热和后热减小冷却速度。e.采用合理的装配次序减小焊接应力。
再热裂纹:(1)再热裂纹的特征 a.再热裂纹产生于焊接热影响区的过热粗晶区。产生于焊后热处理等再次加热的过b.再热裂纹的产生温度:碳钢与合金钢550~650℃奥氏体不锈钢约300℃ c.再热裂纹为晶界开裂(沿晶开裂)。 d.易产生于沉淀强化的钢种中。 e.与焊接残余应力有关。 (2)再热裂纹的产生机理 a.再热裂纹的产生机理有多种解释其中模形开裂理论的解释如下:近缝区金属在高温热循环作用下强化相碳化