



塑料闸门使用温度100~120℃。耐寒性好,可在-180℃下使[1]用。密度0.935g/cm3,分子量800万的产品,其断裂拉伸强度40MPa,断裂伸长率350%,弯曲弹性模量600MPa,悬臂梁缺口冲击冲不断。磨耗量(MPC法)20mm。
UPE板具有许多***的性能,然而如此***的工程塑料却很少有人知道它的存在,这主要是由于以前对***分子量聚乙烯的熔体特性研究不足,加工方法基本上还停留在落后的压制一烧结工艺上。近年来,随着***分子量聚乙烯加工技术的不断发展,其制品已在许多领域中获得了成功的应用。

塑料闸门节吊入后与支臂下端连接,并调整面板半径合格。吊入第2节与*节对接,根据厂内预组装时的定位装置定位,并调整检查各项目合格。依次吊入所有门节,与支臂连接好后进行固定,各节之间点焊定位。
2.4、闸门焊接
门叶焊接前用样板检查面板弧度和弧面半径,以及门叶中心偏差等,检查结果合格后,经监理认可,方可进行拼装焊缝的焊接。门叶焊接按分节由下向上依次进行。每个节间焊缝焊接顺序为隔板、翼板、面板。首***行定位焊接,焊接长度为50mm以上,间距为300mm。完成后检查焊接质量,如有缺陷应清除后重新焊接。定位焊后进行正式焊接。焊接面板时安排6~8个焊工采用分段退步对称焊接。将正缝焊接60%~80%后,再进行背缝清根和焊接,然后将正缝焊接完成。每条焊缝均采用多层多道焊,焊缝的层间接头应错开,以保证接头焊接质量。 从事焊接的焊工和无损检测人员,必须是取得资质的合格焊工。焊条的保管、烘烤及使用按已规定的程序严格进行。

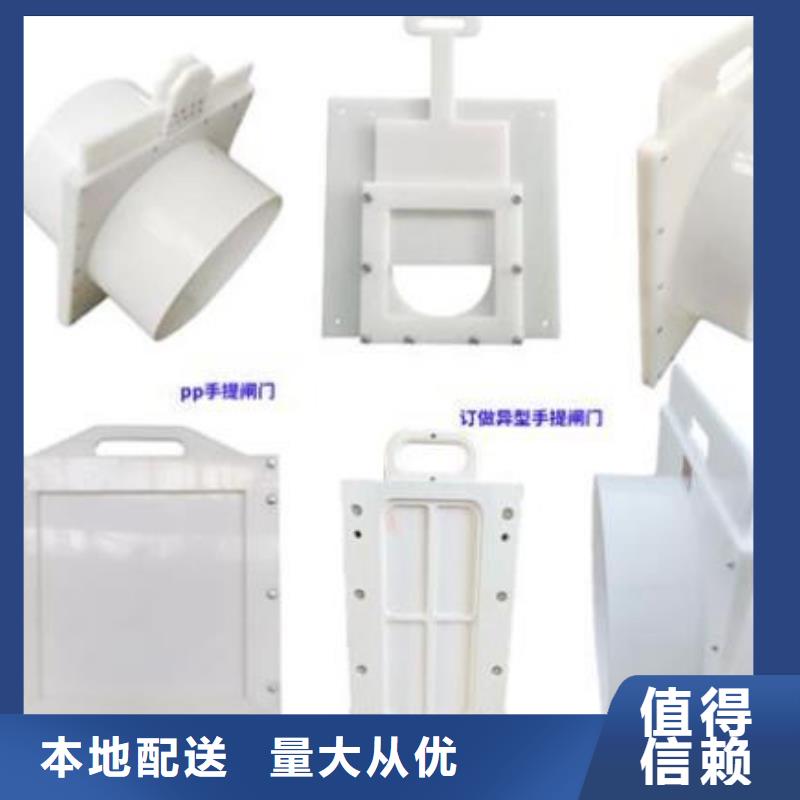
塑料闸门1.2米×1.5米安装指导:
检查:在闸门埋件安装前,对各埋件逐件进行检查,根据施工图纸复测尺寸与施工图纸是否相符。如有因运输、堆放或吊装等原因产生的变形、损伤,则需预先矫正合格。对所有埋件进行防腐施工并验收合格后方可进行吊装。检查各埋件二期混凝土槽内土建预埋钢筋的情况,不能影响埋件的安装。
1.1、控制点设置
首先放出安装基准样点――孔口中心线、固定支座轴孔中心线、底坎中心线及控制高程点,基准样点误差应符合设计及规范要求。
1.2、底槛安装
底槛安装时以放置的控制点为准,用千斤顶及调整螺栓等进行调正,合格后焊接固定。要检查底槛面局部不平度、两端高程差以及工作面的倾斜度等项目。
1.3、铰座埋件安装

塑料闸门主要由门框、门体、导轨、楔紧装置、密封面等部件组成。
1、主要结构
1) 门框由铸铁整体浇铸而成,门框两侧自带导槽,精加工之后作门体升降的导轨。门框平面经龙门刨(铣)及立车精加工并分别加工一道槽,以便镶入青铜密封面。
2) 门体为整体铸造的方形或圆形平板,并在迎水面自带“井”字形的***筋,***筋的数量视闸门规格大小而定,一般间距为250-500mm之间,门体平面精加工并带有镶铜条的槽,以便镶入青铜密封面,门体两侧精加工与门框侧槽配合,形成上下滑轨,可以自由滑动。门体上端有吊耳,φ1200与□1000的闸门吊耳与门体一起浇铸,超过φ1200与□1000的闸门吊耳为单独装配,门体与吊耳的两接触面精加工之后用螺栓固定。
