服务热线:18203176002
联系我们

发布时间:2024-06-27 12:48:14 浏览次数:2 公司名称:[衡水]日升昌钢管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 1.5/米 |
| 发货期限 | 1天 |
| 供货总量 | 99999 |
| 运费说明 | 全国配送 |
| 最小起订 | 100米 |
| 质量等级 | 国标 |
| 是否厂家 | 是 |
| 产品材质 | Q235 |
| 产品品牌 | 日升昌 |
| 产品规格 | 48/50/54/57 |
| 发货城市 | 沧州市 |
| 产品产地 | 沧州市 |
| 加工定制 | 支持定制 |
| 产品型号 | 48/50/54/57/60 |
| 可售卖地 | 全国 |
| 产品重量 | 理算 |
| 产品颜色 | 黑色圆管 |
| 质保时间 | 长期 |
| 外形尺寸 | 圆管 |
| 适用领域 | 桥梁桩基建筑 |
| 是否进口 | 否 |
| 质量认证 | 国标 |



")
")
")
声测管市场总体需求增长的现实将逐步得到验证,向好的预期进一步增强。从供应方面看,随前期钢材价格回落,长流程钢企亏损扩大,区域性钢企产线增产动力不足,整体上钢企复、增产速度或缓慢,高炉生铁产量或小升,废钢加入量有所减少。在钢企亏损、废钢资源紧张下,南方省市短流程钢产量难有明显增长。总体钢铁产量或稳中小升,螺纹钢产量或小幅增长。主要品种社会库存、总库存或小幅升降,小品种钢材库存降幅收窄,螺纹钢库存或小幅上升。在国内外经济数据低迷影响下,市场观望情绪浓厚,市场信心难有快速提振,但考虑当前市场矛盾不大,库存偏低,成本支撑较强,预计多空博弈继续,主要钢材现货市场或震荡调整运行。统计局公布了八月份的数据,其中固定资产投资、基建投资、制造业投资数据亮眼,环比增长了3-5个百分点,尽管大家感觉八月需求不好,但人家投资尽力了,拖累需求的,是房地产。未来四个月,专项债投资进入了空白期了。八月份的粗钢日均产量只有270万吨,说明钢厂复产很慢,这也是八月价格震荡的基础。1-8月份,钢铁行业减产约4000万吨左右,这也是近期社库加厂库一直维持低位的原因。")
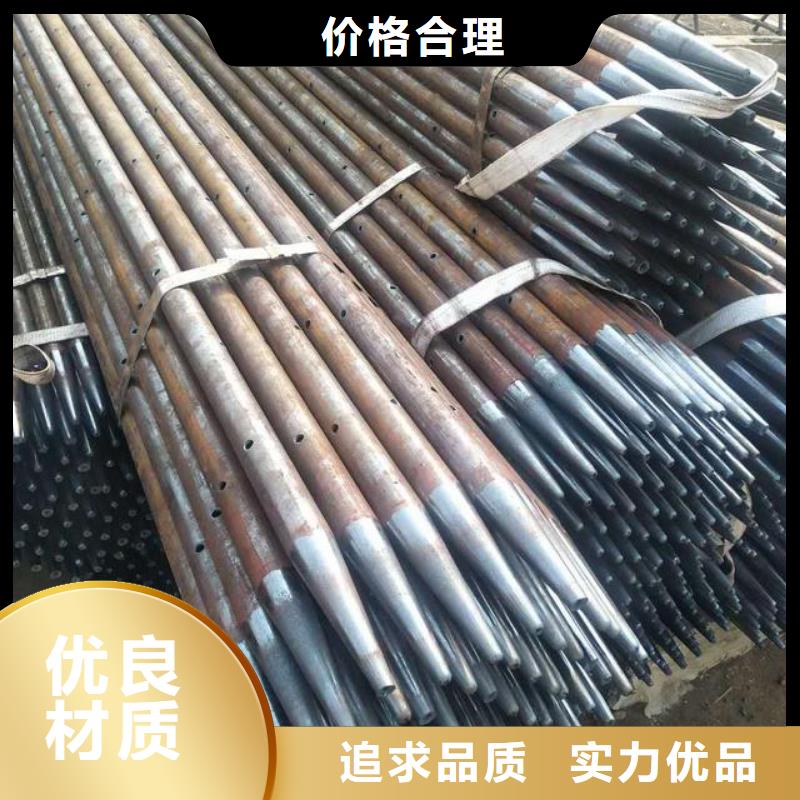
超前小导管施工的各项参数确定应根据围岩边界地质条件、围岩状况、支护结构形式及隧道断面尺寸而定。一般超前小导管施工沿着开挖轮廓线120度范围设置。一般情况下:小导管长度L=上台阶高度+2m。小导管直径:38-50mm。小导管前段做成约10cm长的圆锥状,在尾端焊接直径6~8mm的钢筋箍。外插角度一般控制在10度~15度。注浆压力控制在2MP左右。浆液扩散半径一般为0.5m。注浆速度控制在50-100L/MIN。每循环小导管的搭接长度控制在1m以内。桩基声测管检测规范的要求及动测法的含义 桩基声测管检测规范什么要求?什么是桩基检验动测法?请看下面的文章!桩基声测管检测规范的要求:为设计提供依据的试验桩检测数量应满足设计要求,且在同一条件下不应少于3声测管;当预计工程桩总数小于50声测管时,检测数量不应少于2声测管。")
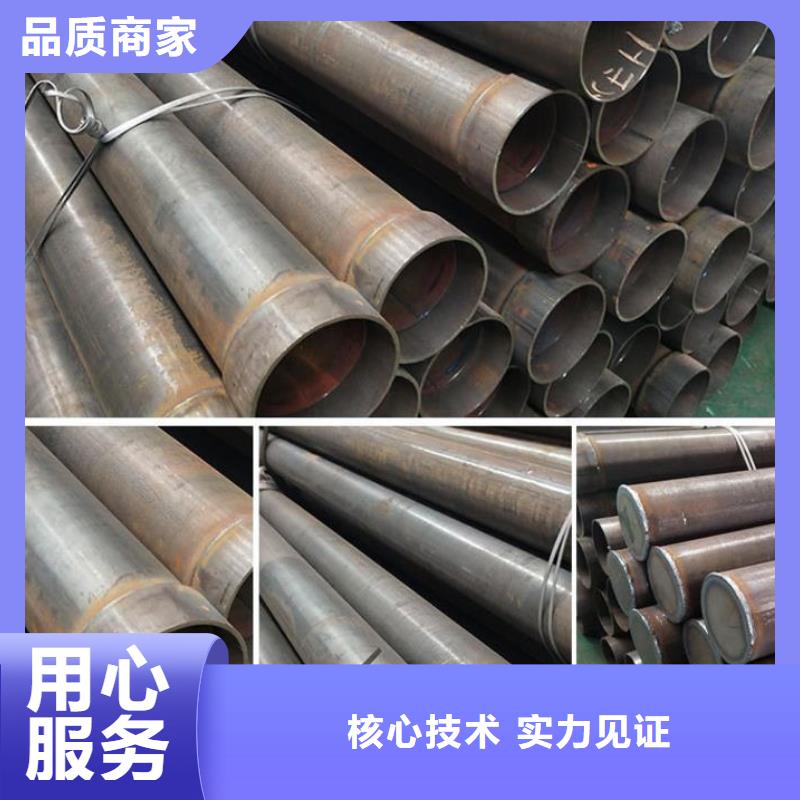
桩基声测管检测规范桩内单孔透射法:在某些特殊情况下只有一个孔道可供检测使用,例如在钻孔取芯后,我们需进一步了解芯样周围混凝土质量,作为钻芯检测的补充手段,这时可采用单孔检测法,此时,换能器放置于一个孔中,换能器间用隔声材料隔离(或采用专用的一发双收换能器)。超声波从发射换能器出发经耦合水进入孔壁混凝土表层,并沿混凝土表层滑行一段距离后,再经耦合水分别到达两个接收换能器上,从而测出超声波沿孔壁混凝土传播时的各项声学参数。需要注意的是,运用这一检测方式时,必须运用信号分析技术,排除管中的影响干扰,当孔道中有钢质套管时,由于钢管影响超声波在孔壁混凝土中的绕行,故不能用此法。3. 桩基声测管检测规范桩外孔透射法:当桩的上部结构已施工或桩内没有换能器通道时,可在桩外紧贴桩边的土层中钻一孔作为检测通道,检测时在桩顶面放置一发射功率较大的平面换能器")
钻孔灌注桩声测管在施工完成后需进行桩头处理,要保证桩顶标高以下混凝土质量必须符合质量要求,桩头锚筋长度必须符合设计要求,这些都是常识。但在凿出桩头的时候,工人为了方便,往往把钢筋保护层混凝土敲掉后把桩顶标高以上部分混凝土桩头整体拿出来,而拿出来的方法是把锚筋弯曲后用挖机整体拉出来,在来出来的过程中往往会冲击弯曲的锚筋,容易导致钢筋断裂,没有断裂的钢筋再板直后也会降低质量,因此一定要阻止施工单位这种做法。 注浆管焊缝内部缺陷气孔、夹杂和偏析 注浆管焊缝内部会有气孔出现。旋涡状喇叭型表面气孔的形成原因为母材潮湿、焊剂未烘干;蜂窝状气孔形成原因为焊剂未烘干和埋弧不好造成空气进入熔池;长虫状气孔的形成原因较复杂,主要是焊剂未烘干,有氧化铁、油水等。上述三种缺陷形式的防控措施:钢管出现超标气孔后,首先进行X工业电视检查其形状、分布情况和了解气孔是在内注浆管焊缝还是在外注浆管焊缝;其次是在进行探伤同时在现场观察焊剂埋弧状况是否完好、检查前桥钢带是否有漏油现象、检查电流电压是否稳定、焊接速度过高等排除以上现象后,检查焊剂烘干记录、检查钢材和焊丝表面状况是否有油、锈、水、铁粉等物质。内焊位置由于磁化作用是否有长条驼状铁粉、坡口加工状况是否满足工艺要求(钝边、角度、二道坡口),有则改之。 ")


