
联系我们

当前位置:
[池州]辉煌供水设备有限公司 >
池州当地今日推荐News
卧式承压水箱立式承压保温水箱直供厂家推荐辉煌
发布时间:2024-06-27 13:45:27 浏览次数:1 公司名称:[池州]辉煌供水设备有限公司
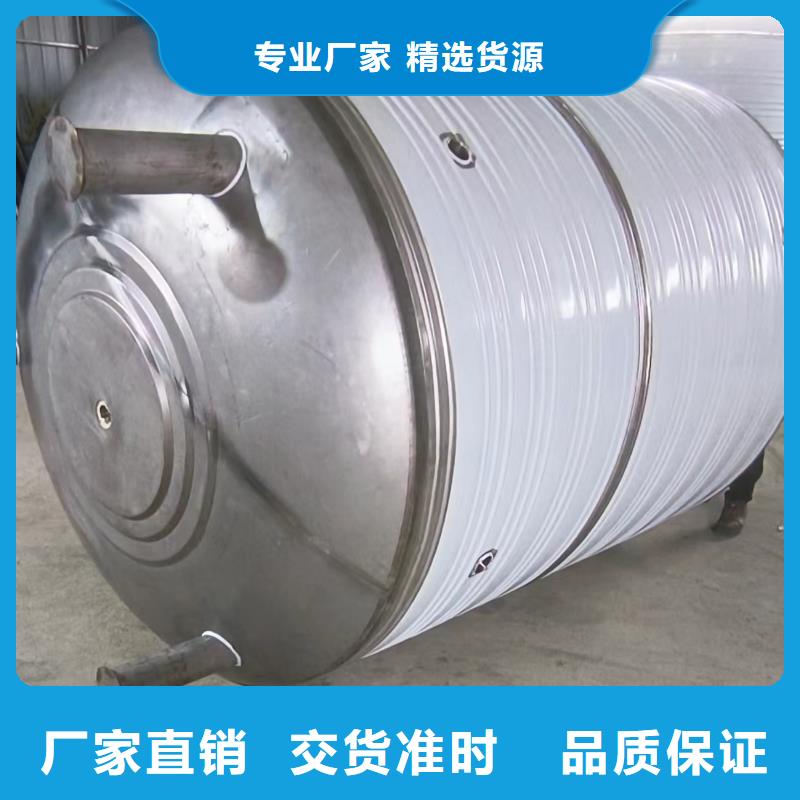
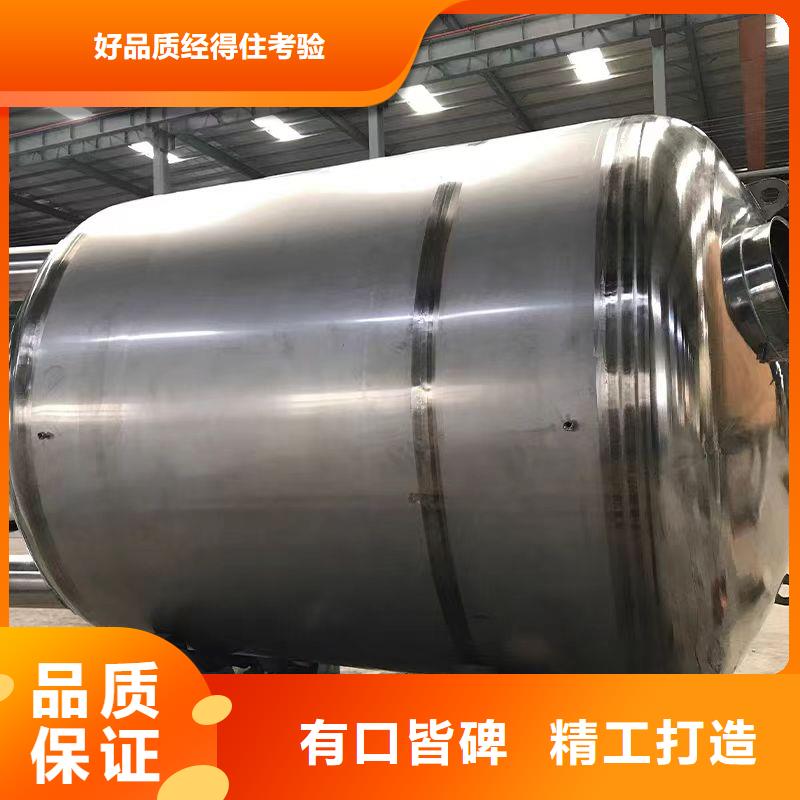
以下是:卧式承压水箱立式承压保温水箱直供厂家推荐辉煌的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 0/吨 |
| 发货期限 | 3天 |
| 供货总量 | 888888 |
| 运费说明 | 待定 |
| 最小起订 | 1 |
| 质量等级 | AAAA |
| 是否厂家 | 是 |
| 产品材质 | sus304 |
| 产品品牌 | 辉煌 |
| 发货城市 | 随地 |
| 加工定制 | 是 |
| 产品颜色 | 白 |
| 质保时间 | 三年 |
| 工作温度 | 100° |
以下是:卧式承压水箱立式承压保温水箱直供厂家推荐辉煌的图文视频


卧式承压水箱立式承压保温水箱直供厂家推荐辉煌_安徽省池州市辉煌供水设备有限公司,固定电话:15050511252,移动电话:15050511252,联系人:袁经理,QQ:,经济开发区发货到池州 发货到 安徽省池州市。 安徽省,池州市 池州市,古称秋浦,安徽省辖地级市,长江三角洲中心区城市,地处中国华东地区,安徽省南部,长江下游南岸,介于东经116°38′~118°05′,北纬29°33′~30°51′,东接铜陵市和芜湖市、宣城市,南邻黄山市,西、北与安庆市、铜陵市隔江相望,西与江西省毗邻,总面积8399平方千米。截至2022年,全市下辖1个区、3个县,常住人口132.8万人。
精心打磨的产品视频已准备就绪,它将带您深入卧式承压水箱立式承压保温水箱直供厂家推荐辉煌的魅力世界,让您重新发现产品的无限可能。
以下是:卧式承压水箱立式承压保温水箱直供厂家推荐辉煌的图文介绍


承压保温水箱容器的焊接: 3.3.1、当地施工人员应严格按照图纸及焊接工艺规程的要求进行施焊。 3.3.2、当地正常情况下,DN≥1000,δ≥8的容器A、当地B类焊缝可优先使用自动焊;DN≥600,δ≥8的容器A、当地B类焊缝,外圈可使用自动焊,内圈使用手工焊。 3.3.3、当地C、当地D类接头的焊脚高度,在无图样规定时,取焊件中较薄者之厚度,补强圈的焊脚高度,当厚度﹥8mm时,其焊脚高度等于补强圈厚度的70%,且不小于8mm;当厚度≦8mm时,其焊脚高度等于补强圈厚度。C、当地D类接头焊缝与母材应呈圆滑过渡。 3.3.4、当地对焊接接头系数ф=1的容器及不锈钢容器,其焊缝表面不得有咬边,其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边总数不得超过该焊缝长度的10%。


1.3、当地承压保温水箱的焊接应按焊接工艺及我公司的《通用焊接工艺规程》要求进行。 1.4、当地对我公司无能加工的零部件,如封头、当地膨胀节等要严格按有关标准进行验收把关,确保外协件质量。 1.5、当地要通过装备能力的不断提升,工艺手段的不断完善,实现产品质量的持续提高。


在安徽省池州市采买卧式承压水箱立式承压保温水箱直供厂家推荐辉煌到安徽省池州市辉煌供水设备有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:袁经理-15050511252,QQ:,地址:《经济开发区》。