


联系我们

数控整捆钢筋切断机生产厂家价格优惠
更新时间:2026-05-30 13:50:19 ip归属地:铜仁,天气:多云,温度:17-29 浏览次数:1 公司名称: 建贸机械设备(铜仁市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 16000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 供方 |
| 小起订 | 1 |
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |
| 范围 | 数控整捆钢筋切断机价格优惠供应范围覆盖贵州省、贵阳市、遵义市、安顺市、铜仁市、六盘水市、毕节市、黔西南市、黔南市、黔东南市 碧江区、万山区、江口县、石阡县、思南县、德江县等区域。 |
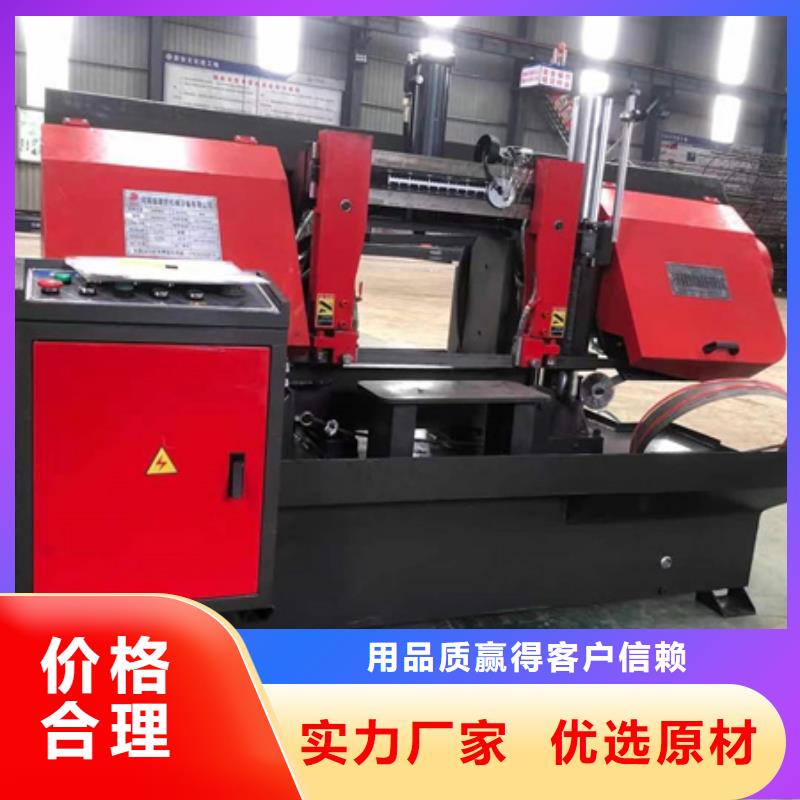




我们生产的带锯床,属液压双立柱型带锯床。它以速度快,效率高受到国内外加工厂的欢迎。
其主要功能特点是1.切削速度液压控制,无级调速
2.导向块结构科学合理,*锯条的使用寿命
3.双立柱结构,操作平稳
4.锯切*,精度高
5.工作*采用液压*,操作方便
6.可定制三向液压*装置
1、智慧型人机界面、采用液晶触屏和实体按钮两种操控*,便捷*
2、锯床异常讯息及故障排除指示自动显示
3、采用定制*控制器、性能*,响应快速
4、配置快进工进自动转换功能,*空走时间,*锯切效率
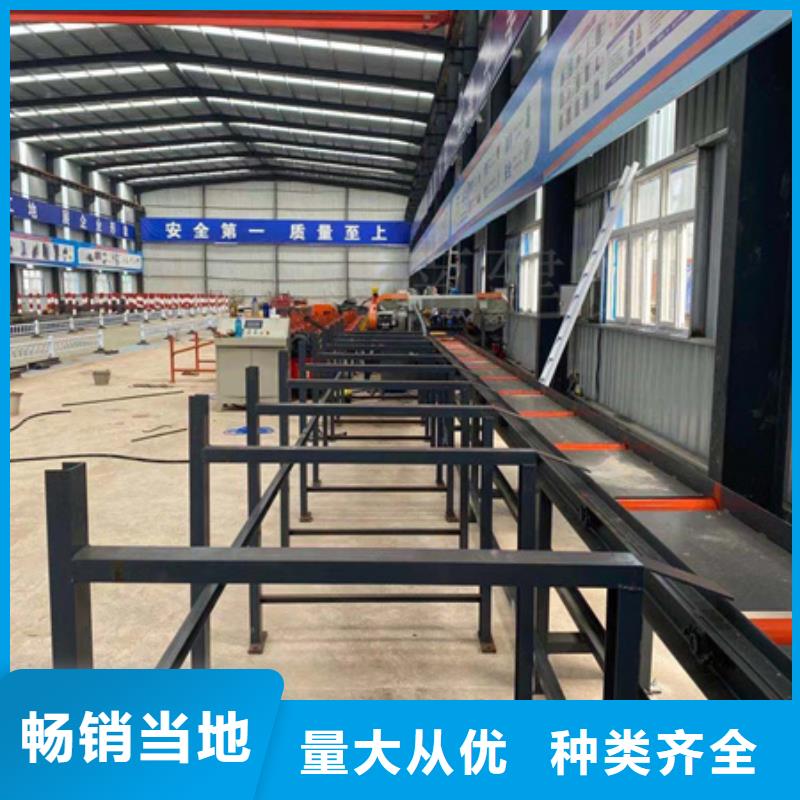
5、送料光栅空走,精度准确
6、采用圆导轨送料、*耐用
7、配置小料成束锯切上压紧装置
8、可一次设置20组锯切参数
9、双动加紧形式
10、变频无极调速、可按材料需求*锯切线速度
11、*型钢丝刷去渣、配置自动排渣器

运输说明:考虑到产品运输的性,实效性,方便性,一般为配货站配车运输,这种运输方式具有配车方便,运输途中速度快,一般可进行上门送货方便用户卸车,但这种运输方式也有一个缺点运输车辆配满货物才发车,需要用户等待一般为1-2天,偏远地区除外。发货前将司机号码以短的形式发于用户,我们一切以用户为中心,请您放心购买。
关注机床实时讯息,数控机床。我企业专业生产液压机、剪板机折弯机、冲床、摇臂钻床、立式钻床、金属带锯床、钻铣床、升降台铣床、普通车床、万向摇臂钻及数控铣床、加工中心等。20多年的产品历练成就今日的辉煌,真诚与新老用户合作。
一.主要用途:
本机床应用于切割高度≤300mm、宽度≤300mm的钢胚、铁板、无缝钢管及大型轴类零件,亦可在选取适当的工艺参数后,切割各种黑色或有色金属材料。具有可靠性高、效率高和高刚性等显著特点,可代替昂贵的进口设备。
双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床的主要特征:
1、机床通过机械、电气、液压的配合,具有自动夹紧、自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
2、进给速度,在给定的范围内,可进行无级调整。
3、由于其切削刀具,采用进口薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是大、中型企、事业单位切割大型钢胚、大型模具钢胚的一种具有显节材又节能的切割刀具。
4、加强型可调式钨钢夹持片,确保锯切精度。
5、锯架上下升降定位,由紫外线接近开关控制,送料控制返回原点时定位,由紫外线接近开关控制(常开)。
 jmc
jmc
工件夹紧采用手动夹紧,操作方便
可定制三向液压加紧装置
GB4250双柱龙门卧式金属带锯床系列,主要用于锯切各种黑色金属、有色金属。具有锯口窄、省料、节能、
锯削精度高、操作方便、生产效率高等优点
产品特点
1.切削速度液压控制,无级变速
2.导向块结构科学合理,延长锯条的使用寿命
3.双立柱结构,操作平稳
4.锯切稳定,精度高
5.工作夹紧采用手动夹紧,操作方便
√ 切削速度液压控制,无级调速
√ 导向块结构科学合理,延长锯条的使用寿命
√ 双立柱结构,操作平稳
√ 锯切稳定,精度高
√ 工件夹紧采用手动夹紧,操作方便
建贸机械设备有限公司
 数控整捆钢筋切断机铜仁生产厂家价格优惠
数控整捆钢筋切断机铜仁生产厂家价格优惠
锯床锯条打齿的原因及以及解决方法 :
1、锯条齿型选择不当,主要表 现 为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。
2、选择的锯条质 量 太次,主要表 现 在锯条背材与齿部齿尖的质 量 ,不具有抗磨损性。建议选择质 量 好的进口锯条。
3、资料是否进行有效固定,主要表 现 为切割过 程 中资料松动导 致 ,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。
4、切割进给过大,主要表 现 在为了调高切割效率,而下降速度过快。建议减 少 进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导 致 此现象的呈现。 确认电源连接完好后,打开主动轮罩,按锯床起动按钮,检查带锯轮转向是否正确。锯床锯切前应根据材料的直径及材质选择合适齿节的锯条,对照面板的参数表调整锯条的线速度及进给速度,并调整钢丝刷轮盒,使钢丝刷轮接触至带锯条2/3齿高处。新锯条首次使用时必须进行磨合切削,须将锯条的线速度及进给速度降至正常切削状态参数时的一半,且至少锯切5个直径为200mm或相当切削面积的完整切片。锯床发现振动或异常响声时,应立即停机检查,
带锯床锯下的锯屑可以看出锯切压力和条件是否正确:
1、很细或粉末状的锯屑表示应增加进给速率或降低锯带速度 ;
2、厚、重或蓝色的锯屑表示锯条过载应减少进给速率或提高锯带速度 松散盘卷的锯屑表示理想的锯切状态。

数控车床可分为卧式和立式两大类。卧式车床又有水平导轨和倾斜导轨两种。档次较高的数控卧车一般都采用倾斜导轨。按刀架数量分类,又可分为单刀架数控车床和双刀架数控车,前者是两坐标控制,后者是4坐标控制。双刀架卧车多数采用倾斜导轨。
金属带锯床的分类:
根据结构分为卧式金属带锯床、立式金属带锯床、卧式又分为剪刀式、双立柱、单立柱式带锯床; 根据使用情况分为手动型(经济型手动送料手动切割物料)、自动型; 根据使用控制器的自动化程序可分为手动型(半自动手动送料)全自动型(自动送料自动切割); 根据切割角度要求分为角度锯床(能锯切角度90度45度)无角度即90度垂直切割。
金属带锯床主要部件有:底坐;床身、立柱;锯梁和传动机构;导向装置;工件夹紧;张紧装置;送料架;液压传动系统;电气控制系统;润滑及冷却系统。