


别再等待了,仅仅一分钟,就能通过我们的【精密光亮管 合金钢管实力优品】产品视频探索到无数令人心动的细节和亮点。
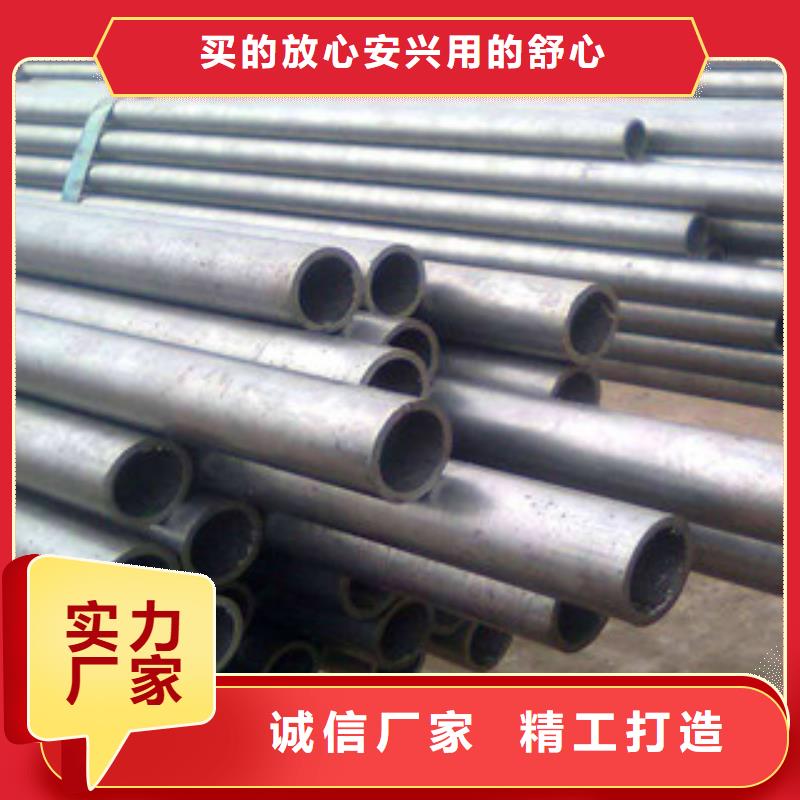
以下是:西藏【精密光亮管 合金钢管实力优品】的图文介绍



其中有电半埋入(金属线半露),全埋入(金属线不外露),电预先涂复聚乙烯层(金属线不外露)等不同的设计(各有优点和缺点);有全部用机械手自动操作,全部人工操作或部分人工操作的不同的自动化程度。另一类是采用先注塑精密钢管再机械加工布线的工艺路线。
小编相不少朋友和小编一样好奇精密钢管为什么要经过退火这一步骤,今天小编就大家解个惑。精密钢管的退火是将产品加热到适当温度,根据精密钢管的材料和工件尺寸采用不同的保温时间,然后进行冷却,获得良好的工艺性能和使用性能。
退火精密钢管热处理是将钢加热到发生相变或部分相变的温度,经过保温后冷却的热处理方法。退火的目的,是为了组织缺陷,改善组织使成分均匀化以及细化晶粒,提高精密管的力学性能,减少残余应力;同时可降低硬度,提高塑性和韧性,改善切削加工性能。
精密钢管进行退火后,金属内部组织达到或接近平衡状态,或者为进一步淬火作组织。所以退火精密钢管既为了和改善前道工序遗留的组织缺陷和内应力,又为后续工序作好,故退火是属于半成品热处理,又称预先热处理。
小编相不少朋友和小编一样好奇精密钢管为什么要经过退火这一步骤,今天小编就大家解个惑。精密钢管的退火是将产品加热到适当温度,根据精密钢管的材料和工件尺寸采用不同的保温时间,然后进行冷却,获得良好的工艺性能和使用性能。
退火精密钢管热处理是将钢加热到发生相变或部分相变的温度,经过保温后冷却的热处理方法。退火的目的,是为了组织缺陷,改善组织使成分均匀化以及细化晶粒,提高精密管的力学性能,减少残余应力;同时可降低硬度,提高塑性和韧性,改善切削加工性能。
精密钢管进行退火后,金属内部组织达到或接近平衡状态,或者为进一步淬火作组织。所以退火精密钢管既为了和改善前道工序遗留的组织缺陷和内应力,又为后续工序作好,故退火是属于半成品热处理,又称预先热处理。



那么,什么是吸收呢用一定重量的摆锤,从规定的高度冲击试样,精密钢管试样被冲断时所吸收的能量就是吸收功。它的大小按摆锤冲断试样后靠惯性所达到的高度来计算。还有一种艾氏冲击试验机,它的试样及试验方法不同于夏比试验机,在很少使用。
有人认为这种试验没有多大意义。精密钢管在国民经济中占据了重要的位置,也许朋友们对其还不是很了解,但是它已近被广泛的投入到石油和化工等方面中,为人们的生活带来了极大的便利。精密钢管也被分为了很多类,其中精密钢管在现实的生活中被广泛使用。
在生活中不难发现人们看到的花园栅栏和楼梯扶手等,都是采用的精密钢管。精密钢管具有精密的尺寸,便于人们安装。其还具有良好的抗腐蚀性,因此,减少了许多不必要的开支,特别是将其作为花园栅栏时,在的环境中不会被腐蚀。
有人认为这种试验没有多大意义。精密钢管在国民经济中占据了重要的位置,也许朋友们对其还不是很了解,但是它已近被广泛的投入到石油和化工等方面中,为人们的生活带来了极大的便利。精密钢管也被分为了很多类,其中精密钢管在现实的生活中被广泛使用。
在生活中不难发现人们看到的花园栅栏和楼梯扶手等,都是采用的精密钢管。精密钢管具有精密的尺寸,便于人们安装。其还具有良好的抗腐蚀性,因此,减少了许多不必要的开支,特别是将其作为花园栅栏时,在的环境中不会被腐蚀。


九晨钢铁制造(西藏分公司)专注 方管生产厂家等产品,主营 方管生产厂家。本着“客户,诚信至上”的原则,与多家企业建立了长期的合作关系。热诚欢迎新老朋友前来参观、考察、洽谈业务。公司坐落于大渡口区建桥大道,欢迎惠顾!



精密钢管的两个边缘加热到精密钢管焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成精密钢管焊接搭缝等缺陷。
精密钢管是一个或一组焊管专用磁棒,精密钢管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、精密钢管焊缝边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在精密钢管焊缝边缘附近,使精密钢管边缘加热到精密钢管焊接温度。
第三,高频感应圈应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,焊缝强度下降;反之,焊缝边缘加热不足,挤压后成型不良。精密钢管用一根钢丝拖动在精密钢管内,其中心位置应相对固定在接近挤压辊中心位置。
精密钢管是一个或一组焊管专用磁棒,精密钢管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、精密钢管焊缝边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在精密钢管焊缝边缘附近,使精密钢管边缘加热到精密钢管焊接温度。
第三,高频感应圈应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,焊缝强度下降;反之,焊缝边缘加热不足,挤压后成型不良。精密钢管用一根钢丝拖动在精密钢管内,其中心位置应相对固定在接近挤压辊中心位置。