


联系我们

当前位置:
钢兴钢管(运城市分公司) >
运城当地产品频道
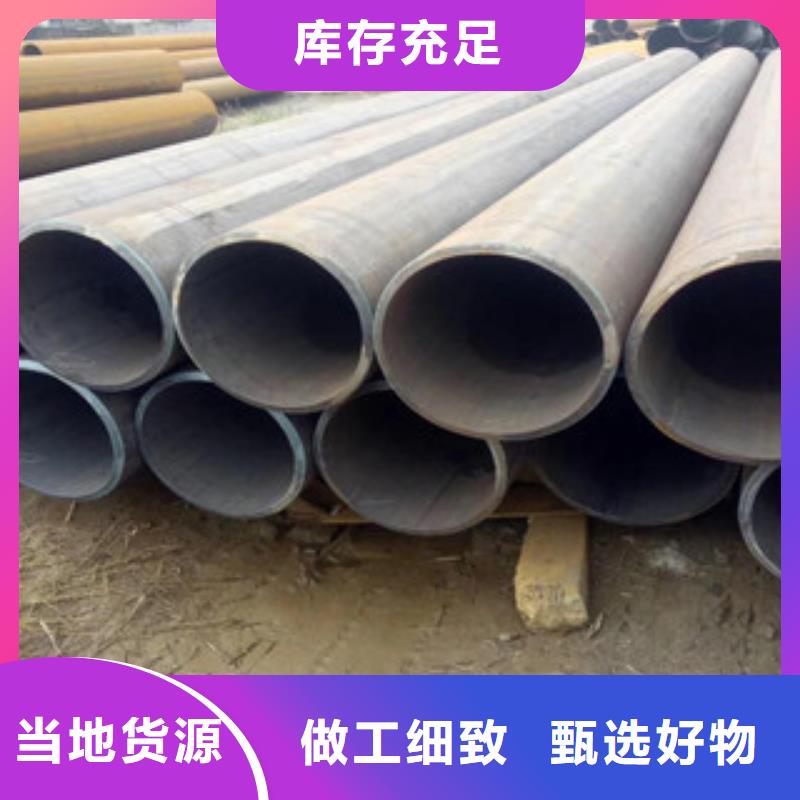
【直缝管无缝钢管 每一处都是匠心制作】
更新时间:2026-05-25 16:30:53 ip归属地:运城,天气:小雨,温度:18-26 浏览次数:1 公司名称: 钢兴钢管(运城市分公司)
以下是:山西省运城市【直缝管无缝钢管 每一处都是匠心制作】的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 345 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
| 范围 | 【直缝管无缝钢管 】供应范围覆盖山西省、太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市 盐湖区、临猗县、万荣县、闻喜县、稷山县、新绛县、绛县、垣曲县、夏县、平陆县、芮城县、永济市、河津市等区域。 |
以下是:山西省运城市【直缝管无缝钢管 每一处都是匠心制作】的图文视频





【钢兴】持续拓展产品矩阵,现有河津厚壁钢管、芮城热扩管、晋中厚壁钢管、忻州 合金管等,满足不同场景需求。【直缝管无缝钢管 每一处都是匠心制作】,钢兴钢管(运城市分公司)为您提供【直缝管无缝钢管 每一处都是匠心制作】,联系人:刘学成,电话:【18762195566】、【18762195566】。 山西省,运城市 2022年,运城市实现地区生产总值2301.1亿元,其中:产业增加值351.3亿元,第二产业增加值970.0亿元,第三产业增加值979.9亿元。三次产业构成为15.3∶42.1∶42.6。全年人均地区生产总值48693元。
为了给您提供更的【直缝管无缝钢管 每一处都是匠心制作】产品信息,解锁【直缝管无缝钢管 每一处都是匠心制作】产品新体验,视频带你玩转每个细节!
以下是:山西运城【直缝管无缝钢管 每一处都是匠心制作】的图文介绍


大直径直缝埋弧焊接钢管制造工艺多种多样,各有特点,根本区别在于成型方式不同。从成型质量、效率、经济性和成型能力看,JCOE成型目前在大直径直缝埋弧焊管生产上占据发展优势。JCOE直缝埋弧焊管成型方式科学、经济,生产工艺:基本克服了螺旋缝焊管技术的不足,焊缝质量容易保证、残余应力小。因此,JCOE直缝埋弧焊管是近几年制管业发展的一个趋势。
LSAW自动超声检测程控要点为:按下启动按钮,系统主电路电源接通,经检测电源电压正常,则各控制继电器在PLC相应指令下按时序相继接通。自动超声检测各程序相继进行。一根焊管经探伤、下料后,各控制继电器已相继断开,一个探伤循环结束,系统自动复位,准备下一根焊管的检测。当检测过程异常时,按急停按钮,则系统电源立即断开,可避免设备受到损害。



16MnDG无缝钢管技术创新是企业生命活力的源泉,人才是企业立足之本,是企业技术创新的核心,建立和完善技术创新机制和激励机制,鼓励和发挥技术人员的积j i性,加大 16MnDG无缝钢管产品开发力度,钢兴钢管(运城市分公司)将一如既往的坚持诚信为本,守法经营,求实创新,团结奋进的企业精神,努力开拓,锐意进取。热忱欢迎你来电、来函、来人洽谈业务,共谋发展。


直缝埋弧焊管以其性能优、尺寸精度高等特点,适用于自然条件恶劣的三、四类地区。目前,国产直缝焊管的焊缝余高普遍偏高,对钢管生产、使用造成不利影响。因此,研究如何降低焊缝余高,对控制焊缝质量,降低生产成本、焊管后期使用中的隐患等具有一定的现实意义。
焊缝余高控制不当,造成的不利影响具体表现为以下几个方面:①焊缝余高过高会加大焊接材料的消耗,增加人工修磨成本。焊接时,焊接材料用于填充坡口及形成焊缝余高,壁厚越薄,则坡口尺寸越小,焊缝余高所占填充金属的比例就越大。对壁厚10 mm以下的钢管,余高所占焊缝金属填充材料的比例在70%以上,降低焊缝余高可大幅度节约焊接材料,节约人工修磨成本;②焊缝余高过高会增加防腐成本,降低防腐质量。过高的焊缝余高使防腐层在焊缝顶部明显减薄,不仅大幅度增加了防腐涂料的消耗量,并且降低了焊缝附近防腐层的附着性,管线服役中易产生剥离;③焊缝余高过高会增加钢管的质量隐患。焊趾是钢管应力、应变集中及组织弱化区,焊缝余高过大,增大了焊趾处的应力集中系数,易诱发径向裂纹等缺陷。由于无损检测条件的限制,当焊趾处几何形状不规则时,容易使浅表层的扩径裂纹被漏检,对钢管的后期使用带来隐患。
焊缝余高控制不当,造成的不利影响具体表现为以下几个方面:①焊缝余高过高会加大焊接材料的消耗,增加人工修磨成本。焊接时,焊接材料用于填充坡口及形成焊缝余高,壁厚越薄,则坡口尺寸越小,焊缝余高所占填充金属的比例就越大。对壁厚10 mm以下的钢管,余高所占焊缝金属填充材料的比例在70%以上,降低焊缝余高可大幅度节约焊接材料,节约人工修磨成本;②焊缝余高过高会增加防腐成本,降低防腐质量。过高的焊缝余高使防腐层在焊缝顶部明显减薄,不仅大幅度增加了防腐涂料的消耗量,并且降低了焊缝附近防腐层的附着性,管线服役中易产生剥离;③焊缝余高过高会增加钢管的质量隐患。焊趾是钢管应力、应变集中及组织弱化区,焊缝余高过大,增大了焊趾处的应力集中系数,易诱发径向裂纹等缺陷。由于无损检测条件的限制,当焊趾处几何形状不规则时,容易使浅表层的扩径裂纹被漏检,对钢管的后期使用带来隐患。



czgx

质量检验:根据GB/T3091-2001《低压流体输送用焊接钢管》标准的规定,钢管表面质量应光滑,不允许有折叠、裂缝、分层、搭焊等缺陷存在。钢管表面允许有不超过壁厚负偏差的划道、刮伤、焊缝错位、烧伤和结疤等轻缺陷存在。允许焊缝处壁厚增厚和内缝焊筋存在。直缝管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。钢管应能承受一定的内压力,必要时进行2.5Mpa压力试验,保持一分钟无渗漏。允许用涡流探伤的方法代替水压试验。
涡流探伤按GB/T7735-2004《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的快速运动对焊缝进行的扫查,探伤号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。探伤后的焊管用飞锯按规定长度切断,经翻转架下线。钢管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂。
今年在山西省运城市本地购买【直缝管无缝钢管 每一处都是匠心制作】有了新选择,钢兴钢管(运城市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的【直缝管无缝钢管 每一处都是匠心制作】产品。如需购买或咨询,请随时联系我们,联系人:刘学成-【18762195566】,地址:风化店乡后枣园工业区。