



联系我们

销售数控钢筋笼绕筋机_诚信厂家
更新时间:2026-06-13 20:37:21 ip归属地:百色,天气:大雨,温度:26-35 浏览次数:1 公司名称: 建贸机械设备(百色市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 26000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |
| 范围 | 销售数控钢筋笼绕筋机_供应范围覆盖广西省、桂林市、南宁市、柳州市、梧州市、北海市、钦州市、贵港市、玉林市、百色市、贺州市、河池市、来宾市、崇左市、防城港市 右江区、田阳区、田东县、平果市、德保县、靖西市、那坡县、凌云县、乐业县、田林县、西林县等区域。 |


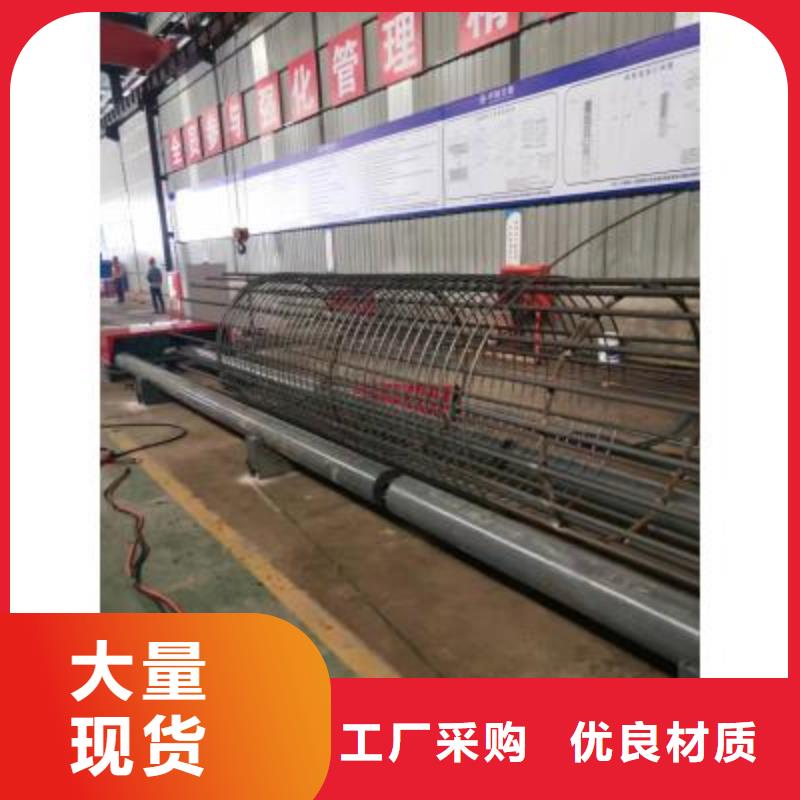
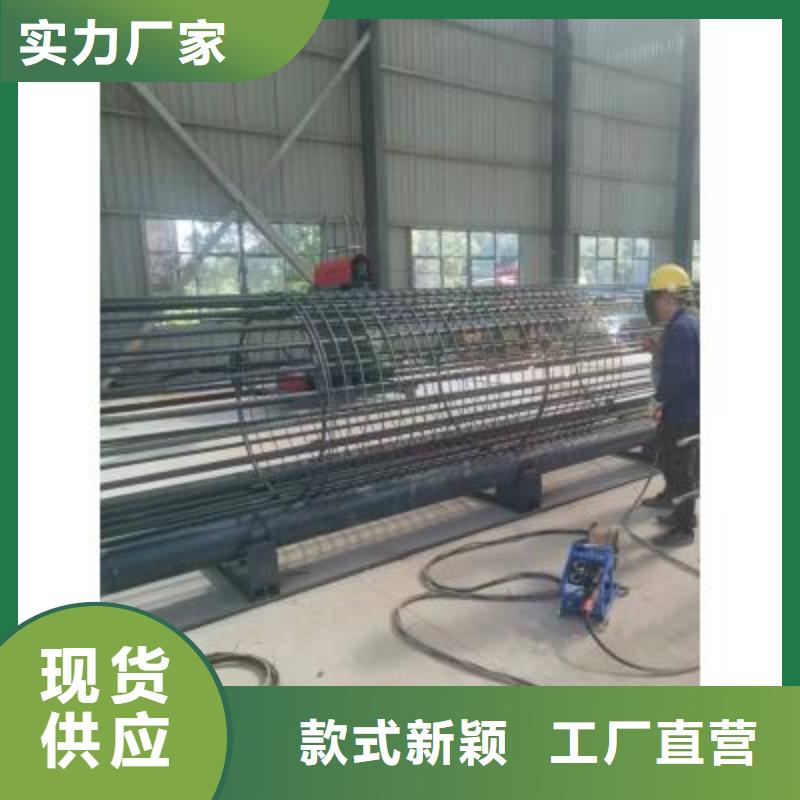

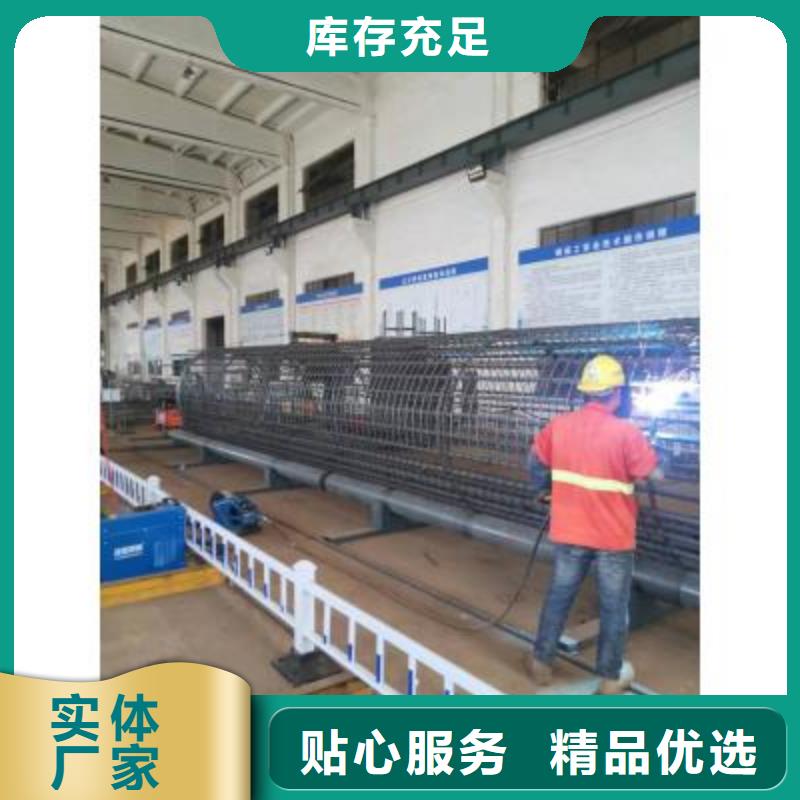

12米钢筋笼滚笼机 双筋钢筋笼缠绕机口碑好百色钢筋笼绕筋机特点:1.速度快:待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2.质量稳定:机械化作业不受人为因素影响,长时间工作可稳定质量不变。3.适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4.转运便捷:组合式设计使搬运、安装、生产等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。5.流水线形式:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。6.采用螺纹连接技术可定位,帮助提高钢筋笼分解、安装速度。性能指标:钢筋笼直径:Φ600~1250mm;钢筋笼长度:12m;材料规格:主筋Φ12~40mm,箍筋Φ5~16mm盘筋直接作业焊接方式:自动/手动焊接任选操作人数:少2人设备功率:17KWH设备尺寸:总长度26米宽2米高2米设备重量:13吨/套间距范围:50-500mm12米钢筋笼滚笼机 双筋钢筋笼缠绕机口碑好工作原理PYGJL3000型钢筋笼成型机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。
b)上料 把主筋安放到主筋料架上,每次安放主筋的数母符合设计图纸中钢筋笼主筋数云要求;把口盘箍筋安放到箍筋料架上,并让箍筋穿过箍筋矫直机构;钢筋笼绕筋机
c)穿筋、固定 主筋通过分料盘穿过固定盘到移动盘,并在移动盘对其进行固定,主筋的间距符合设计图纸要求,按照设计图纸的要求,把加工好的加强钢筋箍放到主筋笼内;
d)起始焊接 将箍筋和主筋交叉焊接固定,箍筋并排连续绕两圈,并与主筋焊接牢固;
e)正常焊接 分料盘和固定盘同步旋转,使箍筋连续在主筋上缠绕,并进行焊接;同时移动盘按照箍筋间距设置的参数,在拖动系统下缓慢向前移动,并按照设计要求,对加强钢筋箍进行定位焊接;
f)终止焊接 一节钢筋笼箍筋焊接完成后.终止焊接作业;
s)切断箍筋 根据一节钢筋笼箍筋预留的长度,把箍筋切断;

主轴和排线均采用高精度伺服电机,控制系统采用具有极高运算能力的plc系统,具有自动运算、自动判别、误差修正等功能,由于采用了闭环控制,所以当出现排线失步等现象时设备可以自动修正,高分辨率的伺服电机可以保证在高低速时设备运转的稳定性,该机型的附件装置也是比较先进的,比如有辅助卸模装置,主动式张力放线架,电磁自动调节式张力器等,由于使用了大量的高新技术,所以价格要比cnc自动绕线机高不少,一般使用在对线圈参数有特定要求的场合。变压器绕线机是变压器在生产过程中重要的核心生产设备,它的绕线性能决定了变压器的电气特性能和线圈是否美观,目前变压器绕线机主要有三类:卧式绕线机、立式绕线机、自动绕线机它们分别使用在不同领域变压器的生产中。钢筋笼绕筋机
 建贸机械设备有限公司
销售数控钢筋笼绕筋机_诚信厂家
建贸机械设备有限公司
销售数控钢筋笼绕筋机_诚信厂家

切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。