



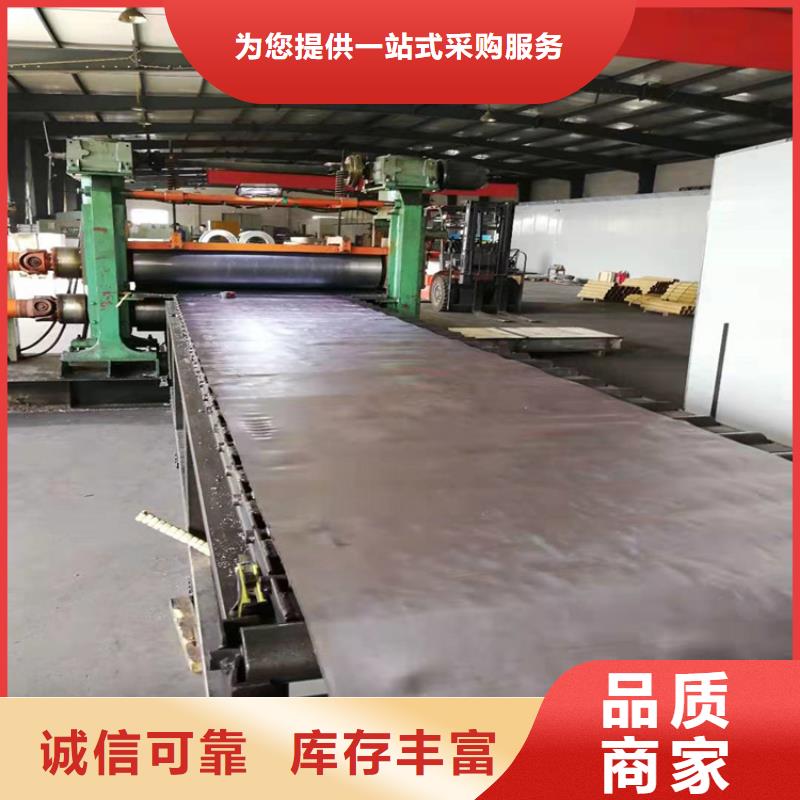

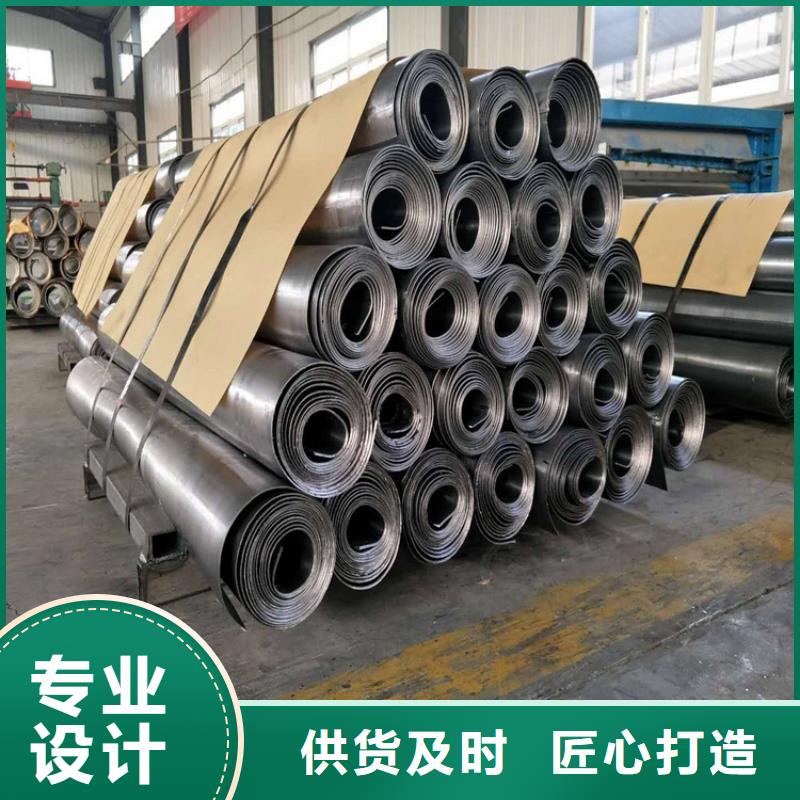

现阶段中国普遍的薄厚为0.5-500mm,常见规格型号为1000*2000mm,中国好是的设备可制做宽2000mm,多30000mm,多选用1#电解法铅制做,市面也是选用收购铅制做而成的。其质量略差些,价钱相距一丝。 为了在运输途中不损坏铅板,我们把铅板缠绕在木杆上,然后用多层纸箱包裹,后缠上胶带,以确保运输过程中万无一失,安全送到客户手里。和门机连锁装置(就是当门关上机器打开,上面的警示灯箱就会亮(射线危险,灯亮禁入)。很多医院在购置了医用防护铅门后却不知如何进行维护及清洗,那么今天厂家就对医用防护铅门及医用防辐射门焊接维护及清洗注意事项做一汇总。
61082 61082
铅门缝隙要尽快并且及时解决,一般得话要寻找技术的技术人员去处理。因为防辐射铅门的能力和性是非常强的,小编建议不要随意动,以防出现更多的问题。250~500毫希沃特可能引起血液变化。但无严重伤害,500~1000毫希沃特血液发生变化,且有一定损伤,但无倦怠感,1000~2000毫希沃特损伤,可能发生轻度放射病。容易。2000~4000毫希沃特明显损伤,能引起中度放射病,能够,4000~5000毫希沃特能引起重度放射病。虽经但受照者50%可能在30天内死亡。其余50%能恢复。大于6000毫希沃特引起严重放射病,可能致死,由上表可看出,人体一次受到250毫希沃特以下的照射不会发生损伤,所以天然辐射、照射和核工业厂矿、核电厂正常运行的辐射照射。铅门薄板焊接时应注意的6个细节铅门薄板通常指厚度>2mm的钢板,薄板的焊接主要困难在于容易出现变形、烧穿、焊缝成形不良等诸多问题,因此,在铅门薄板焊接时应注意下面6个细节。1)在焊接时,应采用短弧、快速直线形、直线往复运条的方式,从而较小熔池以及整齐的焊缝表面。2)装配间隙越小越好,较大时不可超过0.6mm,坡口边缘的切割熔渣与剪切毛刺应干净。xpsxlc23)对于可移动的焊接,我们可将焊件的一头垫起,从而让焊件倾斜呈现150至200,进行下坡焊。这样可提升焊速、降低熔深,对避免烧穿、降低变形非常有效。4)应采用小直径的焊条进行焊、焊接。铅门的定焊缝呈现点状,间距应小。若间隙较大焊的间隙应相对减小。5)对于不可移动的焊件,可使用灭弧焊的方式,就是在焊接过程中若发现熔池将要塌陷时,马上灭弧让铅门的焊接温度降低,然后再进行焊接过程。6)在对两块铅门薄板进行焊接时,对口位置的焊条应上下错开,且不可超欧股薄板厚的部分要求高的焊件,错边应大于0.2mm至0.3mm。铅板

铅板主要用于制造铅蓄电池;铅合金可用于铸铅字,做焊锡;铅板还用来制造放射性辐射、X射线的防护设备;铅板及其化合物对人体有较大毒性,并可在人积累。铅板被用作建筑材料,用在 电池中,用作弹和,焊锡、奖杯和一些合金中也含铅。 铅是一种耐蚀的重有色金属材料,铅原本的颜色为青白色,在空气中表面很快被一层暗灰色的氧化物覆盖。铅具有熔、耐蚀性高、X射线和γ射线等不易穿透、塑性好等优点,常被加工成板材和管材,广泛用于化工、电缆、蓄电池和放射性防护等工业部门。

