您的位置>首页 >佳木斯本地新闻中心 >
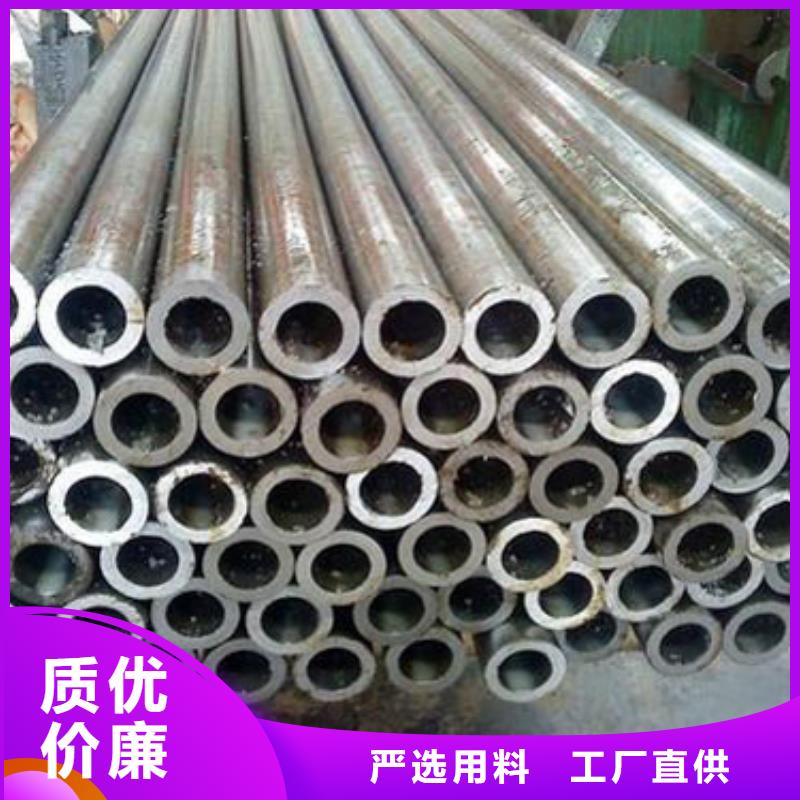
厂家直销45#精密钢管厂家
发布时间: 2024-06-29 19:59:28 浏览次数:1
以下是:厂家直销45#精密钢管厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 4.5/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电联 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 大金钢管 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 金属制品,机械制造 |
|---|
以下是:厂家直销45#精密钢管厂家的图文视频
导读 厂家直销45#精密钢管厂家,黑龙江省佳木斯市大金钢管制造有限公司为您提供厂家直销45#精密钢管厂家的最新资讯,联系人:王经理,电话:18863585399、15806808820,QQ:1365789918,发货地:聊城经济开发区工业园发货到佳木斯。 黑龙江省,佳木斯市 2022年,佳木斯市实现地区生产总值869.2亿元,比上年增长3.7%。

精密管无氧退火炉采用的是电加热预抽真空保护气氛等温球化退火炉通过前后预热真空氮气保护的方法,实现工件无氧化退火。设备具有气氛消耗量小,能耗低,后续加工洁净的特点,并且加热速度快、均匀,大大缩短了退火工艺时间,使退火后工件氧化脱碳极少,脱贫碳层增深层≦0.05mm。退火质量优于 /t1255-2001等标准的要求金相组织细小,均匀分布,实现了球化退火的高效,优质,低耗,自动连续生产的目的。
控制精度:±1℃炉温均匀度:±1℃(根据加热室大小而定)。
操作方便,可编程,pid自整定、自动升温、自动保温、自动降温,无需值守;可另配与计算机通讯通过计算机操作电炉(启动电炉、停止电炉、暂停升温、设定升温曲线、升温曲线储存、历史曲线等),软件免费详见:计算机控制系统。
大金钢管制造有限公司
厂家直销 45#精密钢管厂家

精密管在焊接生产全过程中,简易展现漏焊和错口等很多情况。可是这种情况中较难掌握的就
是精密无缝管对接焊缝处展现沙眼。说白了的沙眼:就是焊接全过程中在焊接表面也许焊接里面,
展现未被彻底熔透的顆粒也许汽泡,及其在焊接表面展现的小石子样子的坑点。
精密无缝管焊接出现沙眼的原因
分析展现沙眼的原因有以下几个方面:
1、精密无缝管焊接全过程中提供焊机的电流量过小,电容器時刻过短,电容器还未彻底焊接
深入的时候焊接表面已经硬底化,因此 里面出現了未被熔透的小石子也许汽泡。
2、热轧带钢进到长刀型调形倾斜度时候沒有连接好,热轧带钢连接沒有紧闭,连接热轧带钢
中间展现了太大的空闲地。
3、连接焊接精密无缝管的时候,沒有立即梳理精密无缝管的两侧上铁锈也许氧化皮。
4、生产机器设备沒有立即检修梳理。工作台子上的浮尘也许污迹,误落入连接精密无缝管的
焊接间隙处。随后影响到焊接点的溫度和干湿度。
因此 要想非常好的处理此难题,就需要依据精密无缝管之上的几个方面缘故开展非常好的防止
,才可以从源头上对精密无缝管在焊接中防止沙眼的出現。


大金钢管制造有限公司
精密管生产厂家国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,俄罗斯少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。
总结 在黑龙江省佳木斯市采买厂家直销45#精密钢管厂家到黑龙江省佳木斯市大金钢管制造有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-15806808820,QQ:1365789918,地址:《经济开发区工业园》。