



<临汾>神悦钢材有限公司
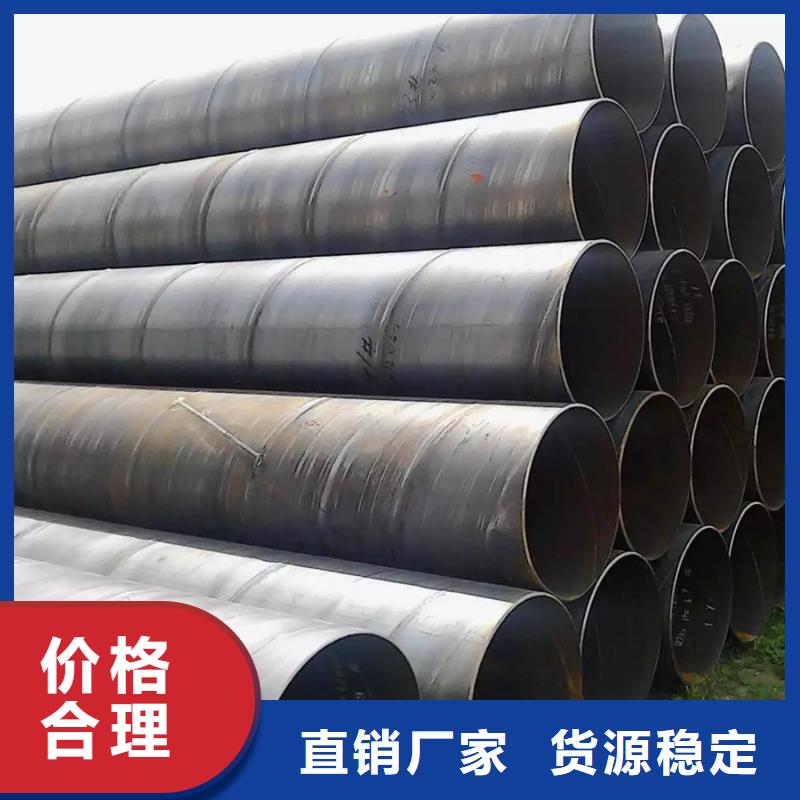
临汾防腐螺旋管热处理设备(1)种类和型式所谓热处理,就是将钢管加热到900℃的高温(不锈钢的固溶处理温度是100℃C而且,为了使全长,Q235B螺旋钢管 整个圆周直到管壁都能达到温度均匀,螺旋钢管具有优良的焊接性有在高温下保温数分钟至数十分钟,以及在其后的过程中能确保预定的速度的热处理设备。对热处理来说,这是非常重要的条件。热处理对钢管质量起着重要作用,在轧管后的精整工程中,占有重要位置。应该避免在加热过程中的钢管表面脱碳,渗碳影响钢管质量。特别是对冷加工产品,要在加热时粘结上氧化铁皮是非常讨厌的。近,根据用途和用户的要求,都倾向于使用指定热处氛。 现在,Q235B螺旋钢管 热处理炉的型式一般是根据装料,出料方式,以及能否调节热处氛,按表42进行分类另外,也可以根据管子的输送机构和加热燃料,烧嘴型式,或根据可能进行的热式的不同进行分类。现在,把日本国内正在使用的热处理设备。断续式炉(窑式炉)窑式(Bach是一窑,一捆之意)炉,就是将同时装入炉内的管子原地不动地完成加热,Q235B螺旋钢管 保温,等一系列热处理工序的炉子。一批管子具有的热处理过程(与转炉,螺旋钢管具有优良的焊接性电炉为相似)。窑式炉根据炉型分为:箱形炉,坑式炉,车底式炉等。螺旋钢管之类的细长大型构件,几乎都使用车底式炉处理。是车底式炉子的原理图这种车底式炉是将管子装在台车上:分段装炉时,中间用料隔开;管子和台车一起装入炉内,关闭炉门。
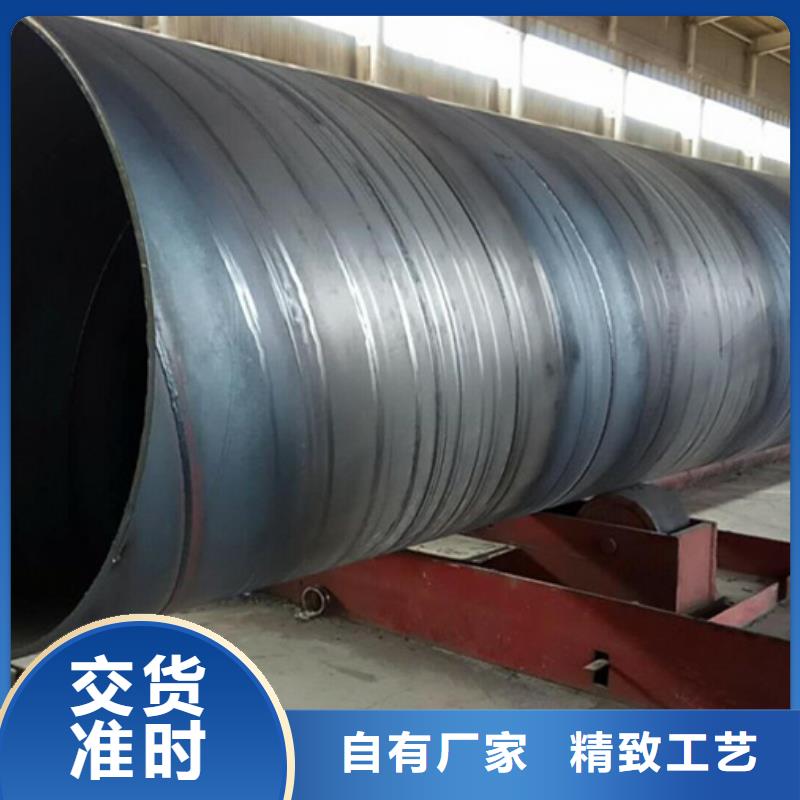
a)单坡形式 b)双坡形式 4)螺栓布置方式,经有限元对比分析,螺栓布置尽量选用“小规格、多数量”的方式,这样布置紧凑、受力更为合理。此外,螺栓间距在满足施工安装要求的前提下尽量紧凑布置,以减小法兰尺寸,使受力更趋合理 5)螺栓定位圆。螺栓定位圆直径与多个参数均有关系,如螺栓规格及数量、法兰颈部坡度、螺栓间距等。 “互联网钢铁”必将对临汾螺旋管厂家战略选择产生不可抗拒的影响 目前,钢铁企业、钢铁贸易企业和第三方搭建的钢铁电商平台 总数已经接近300家。在钢铁行业由卖方市场转向买方市场的大环境下,钢铁电商平台借助“钢铁+互联网”,极大地提升了交易效率,消除了信息不对称,降低了物流成本,提供了供应链金融解决方案,积累着越来越多的大数据信息。传统钢贸商赚取利润的主要方式是“吃差价”,在钢铁电商平台出现之后,高囤货、赌行情、赚差价的盈利模式已经难以奏效。钢铁电商平台因为报价透明、成交透明,终端客户可以在平台上找到价格更便宜、成交更方便的优质资源,打破了传统钢铁贸易企业利用信息不对称“吃差价”的流通格局。“互联网+”战略的提出和“十三五”规划提到的“拓展网络经济空间,推进供应链、物流链创新”,为钢铁电商发展提供了良好的政策环境。相关机构分 析指出,钢铁行业将进入供应链优化期,由于终端用钢企业的多元化需求,钢贸商在整个供应链环节中将占据不可或缺的地位。


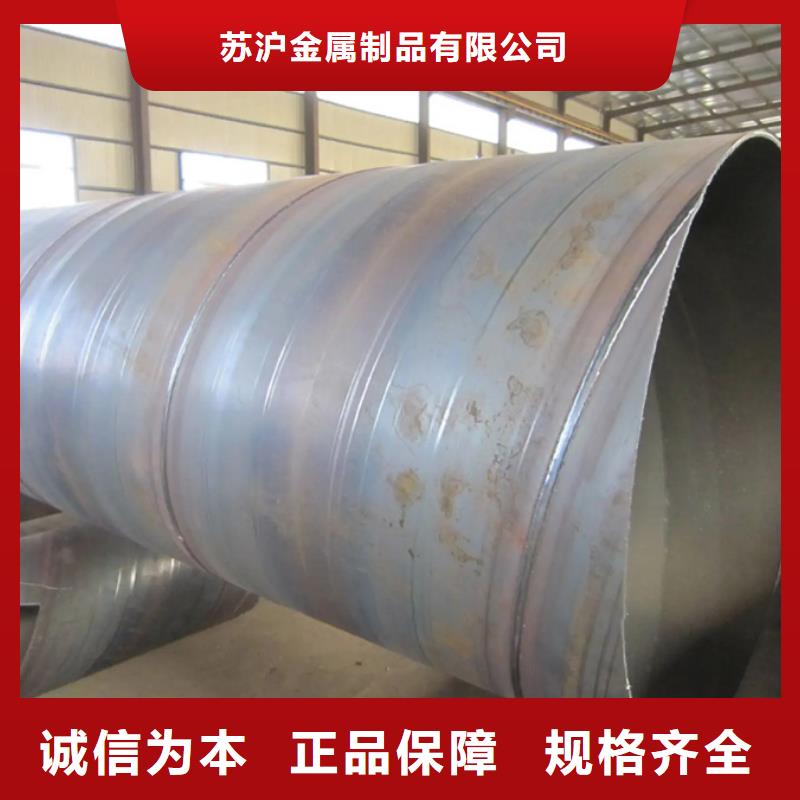
临汾16mn螺旋管酸洗液体会从处进入平焊法兰颈内壁和钢管外壁之间的间隙。随后,在镀锌池中镀锌时,高温会使间隙中的液体转为气体并迅速膨胀,导致间隙内压迅速加大而胀裂焊缝,严重时甚至产生爆管。 因此,工程中优先选用带颈对焊法兰。下面,针对工程中应用的带颈对焊法兰进行选型分析介绍根据相关有限元参数分析,可得到影响带颈对焊法兰承载性能的主要设计参数的取值原则,总结如下: 1)临汾16mn螺旋管颈部坡度。颈部坡度越小则法兰越紧凑,但这会加剧法兰颈根部应力。根据理论分析及相关试验结果,推荐带颈对焊法兰颈部坡度取10
采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。 三. 其它的成形方法 除上述三种常用的成形工艺以外,无缝弯头成形还有采用将管坯挤压到外模后,再通过管坯内通球整形的成形工艺。但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用。 临汾防腐螺旋管弯头只能做小口径的,如果管子规格太大,很难买到成品冲压弯头,只能使用焊接弯头。由于焊接弯头焊缝更多,所有使用性能不如冲压弯头,容易被腐蚀漏。且由于冲压弯头是成批生产,所以价格上较焊接弯头便宜。现在有精铸弯头,可以做316L的,抗腐蚀性能更好。
