



供应DN200不锈钢焊管认准惠宁金属制品有限公司

<怒江>惠宁金属制品有限公司依靠数字化管理,可变换多种生产怒江不锈钢复合板,不锈钢焊管,锅炉管,不锈钢装饰管,不锈钢带,不锈钢管,不锈钢板,不锈钢型材模式,能够高品质、率的解决大批量以及定制化生产要求。我们不断在怒江不锈钢复合板,不锈钢焊管,锅炉管,不锈钢装饰管,不锈钢带,不锈钢管,不锈钢板,不锈钢型材领域探求,注重前沿科技、创新和怒江不锈钢复合板,不锈钢焊管,锅炉管,不锈钢装饰管,不锈钢带,不锈钢管,不锈钢板,不锈钢型材产品研发,<怒江>惠宁金属制品有限公司注入源源不绝的新鲜生命力;致力为广大客户提供高品质、多元化的专业怒江不锈钢复合板,不锈钢焊管,锅炉管,不锈钢装饰管,不锈钢带,不锈钢管,不锈钢板,不锈钢型材产品和服务。<怒江>惠宁金属制品有限公司成长的过程,就是服务客户和客户一起不断成功的过程。我们用心做好每一件事,满怀信心迎接每一次的挑战。


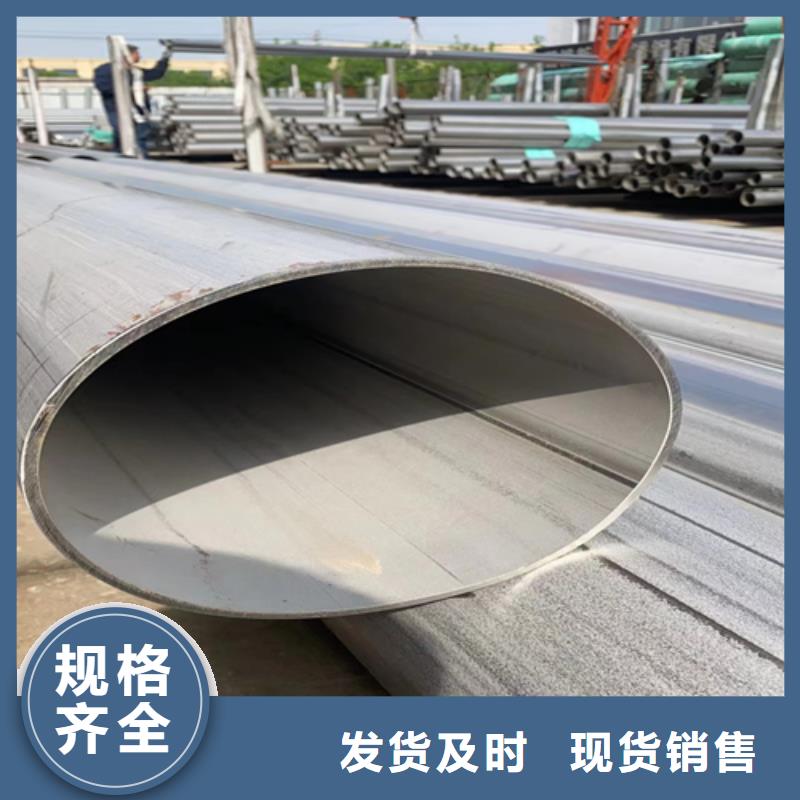
怒江不锈钢焊管 防止产生焊瘤的措施 严格控制熔池温度,立、仰焊时,焊接电流应比平焊小10-15%,使用碱性焊条时,应采用短弧焊接,保持均匀运条。 ● 产生弧坑的原因 熄弧时间过短,或焊接突然中断,或焊接薄板时电流过大等,弧坑常伴有裂纹和气孔,严重削弱焊接强度。 ● 防止产生弧坑的措施 手工焊收弧时,焊条应作短时间停留或作几次环形运条。 七、 如何修补缺陷 有些缺陷的存在对结构的是非常危险的,因此一旦发现缺陷要及时进行修正。对于气孔的修正,特别是对于内部气孔,确认部位后,应用气动砂轮机或碳弧气刨全部气孔缺陷,并使其形成相应坡口,然后再进行补焊;对于夹渣、未焊透、未熔合的缺陷,也是要先用同样的方法缺陷,然后按规定进行补焊。对于裂纹,应先仔细检查裂纹的始、末端和裂纹的深度,然后再缺陷。用气动砂轮机裂纹缺陷时,应先在裂纹两端钻止裂孔,防止裂纹延长。钻孔时采用8~12mm钻头,深度应大于裂纹深度2~3mm。用碳弧气刨裂纹时,应先刨裂纹两端,以防裂纹延长,直至裂纹,然后进行整段裂纹的刨除。无论采用何种方法裂纹缺陷,都应使其形成相应的坡口,按规定进行补焊。
