


联系我们

数控钢筋笼地滚机厂家【数控钢筋笼地滚机吧】
更新时间:2026-06-10 16:46:26 ip归属地:怒江,天气:中雨转小雨,温度:21-25 浏览次数:1 公司名称: 建贸机械设备(怒江市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 36000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 物流/专车 |
| 小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 品牌 | 河南建贸 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000 |
| 安装尺寸 | 16M*5M |
| 整机质量 | 3500KG |
| 名称 | 钢筋笼绕筋机 |
| 范围 | 数控钢筋笼地滚机【数控钢筋笼地滚机吧】供应范围覆盖云南省、昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 泸水市、福贡县等区域。 |





 钢筋笼绕丝机操作过程1、工作台面和钢筋笼绕丝机的工作台面应该保持在一个水平的位置,操作前应当检查钢筋弯箍机的芯轴、成型轴、挡铁轴、可变挡架有无裂纹或损坏,防护罩牢固可靠,经过空机运转确认正常以后,方可对钢筋进行加工。2、操作的过程中要熟悉倒顺开关控制工作盘额旋转方向,钢筋放置要和挡架、工作盘旋转方向相配合,不得放反。3、如果需要改变工作盘的方向必须在停机以后进行,即从正转—停—反转,不允许直接从正转—反转或从反转—正转。4、钢筋弯箍机在运转的过程中严禁更换芯轴、成型轴和变换角度及调速,严禁在运转时加油或清扫。5、对钢筋进行加工时,严禁超过该机器对钢筋加工的直径、根数以及机械转速的规定。6、钢筋笼绕丝机加工的过程中严禁作业半径内和机身不设固定销的一侧站人。弯曲的钢筋加工好以后要堆放整齐,弯钩不得朝上。 1、倘若钢筋弯箍机已经在作业中,这时候更换芯轴与变换角度以及调速等操作,都是被明令禁止的,在此过程中,加油与也是不被允许的。绕筋机2、在对钢筋进行弯曲的时候,不能够超越机械本身所规定的一些硬性参数,比如钢筋的直径要在范围之内,一次加工的钢筋数量也不能超过值,机械的运转速度也不能太大超出运转速度。
建贸机械设备有限公司
钢筋笼绕丝机操作过程1、工作台面和钢筋笼绕丝机的工作台面应该保持在一个水平的位置,操作前应当检查钢筋弯箍机的芯轴、成型轴、挡铁轴、可变挡架有无裂纹或损坏,防护罩牢固可靠,经过空机运转确认正常以后,方可对钢筋进行加工。2、操作的过程中要熟悉倒顺开关控制工作盘额旋转方向,钢筋放置要和挡架、工作盘旋转方向相配合,不得放反。3、如果需要改变工作盘的方向必须在停机以后进行,即从正转—停—反转,不允许直接从正转—反转或从反转—正转。4、钢筋弯箍机在运转的过程中严禁更换芯轴、成型轴和变换角度及调速,严禁在运转时加油或清扫。5、对钢筋进行加工时,严禁超过该机器对钢筋加工的直径、根数以及机械转速的规定。6、钢筋笼绕丝机加工的过程中严禁作业半径内和机身不设固定销的一侧站人。弯曲的钢筋加工好以后要堆放整齐,弯钩不得朝上。 1、倘若钢筋弯箍机已经在作业中,这时候更换芯轴与变换角度以及调速等操作,都是被明令禁止的,在此过程中,加油与也是不被允许的。绕筋机2、在对钢筋进行弯曲的时候,不能够超越机械本身所规定的一些硬性参数,比如钢筋的直径要在范围之内,一次加工的钢筋数量也不能超过值,机械的运转速度也不能太大超出运转速度。
建贸机械设备有限公司
 怒江数控钢筋笼地滚机厂家【数控钢筋笼地滚机吧】
7、将制做好的灌注桩在储放居民区进行耳筋混泥土水泥垫块安裝,符合要求后,由新项目初入职场专业技术人员开展自查,确定考虑标准规定后报关报检并悬架灌注桩标识标牌,标明工程施工位置、生产加工時间、分节总数及单节长短等。绕筋机8、灌注桩安裝检验前,依据工程图纸工程施工规定在灌注桩上捆扎上,供中后期桩体质量检验用。声测管和袖阀管在安裝时,应按有关规定开展安裝。9、新项目质量检验技术工程师收到报关报检后,对灌注桩生产加工品质开展工程验收,考虑设计标准规定后在灌注桩标识标牌上签名确定,一起必须监理工程师工程验收及格后在灌注桩标识标牌上签名确定。
jmc
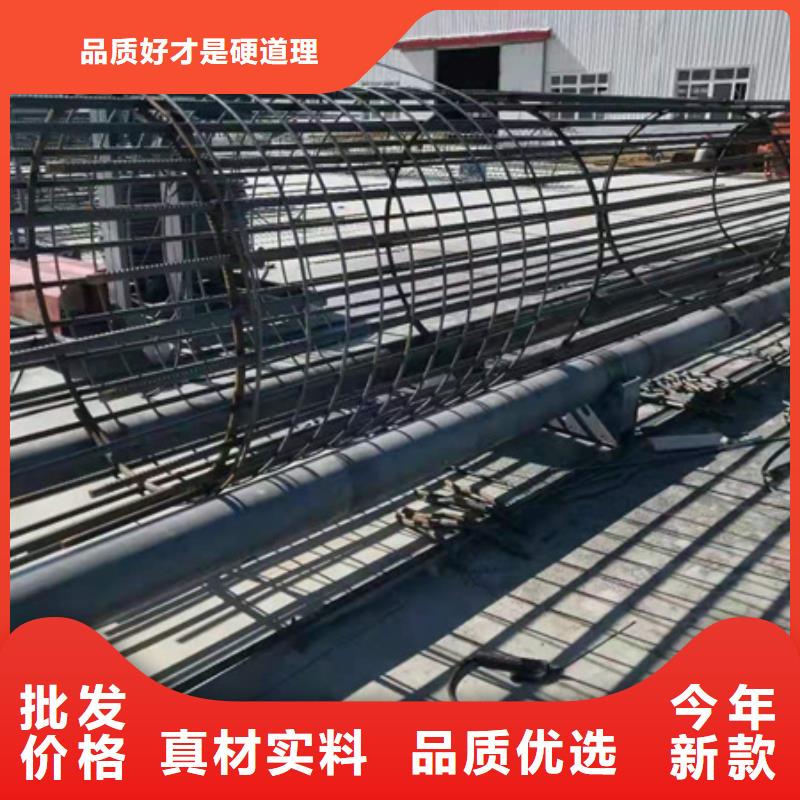
广泛应用于、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的桩基等大型基础设施。了解桥隧相关设备信息如:冷弯机、小导管冲孔机、筋成型机、联合冲剪机等,可以扫描下方二维码和文字搜索“桥隧机械知识分享”,即可。钢筋笼自动成型机/钢筋轮绕丝机滚筒制作钢筋笼自动成型机/钢筋轮绕丝机滚筒制作焊完一节主、箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。钢筋笼自动成型机/钢筋轮绕丝机滚筒制作钢筋笼滚焊机运行中工作原理:根据施工要求,钢筋笼的主筋通过模具制作完成(包括内支撑),把钢筋笼主筋放在钢筋笼绕筋机上,把盘筋(绕筋)端头先焊接在一根主筋上,然后。钢筋笼自动成型机/钢筋轮绕丝机滚筒制作参数:1、型 ;GLJ-3000(按基本型配置)2、加工范围;钢筋笼直径φ600---φ1500mm长度12m3、绕筋线速;0---15.4m/min(i=59*1.25=73.75)4、小车速度;0---1.38m/min(i=593)5,胶辊电机;Y90L-4功率4kw6、小车。
怒江数控钢筋笼地滚机厂家【数控钢筋笼地滚机吧】
7、将制做好的灌注桩在储放居民区进行耳筋混泥土水泥垫块安裝,符合要求后,由新项目初入职场专业技术人员开展自查,确定考虑标准规定后报关报检并悬架灌注桩标识标牌,标明工程施工位置、生产加工時间、分节总数及单节长短等。绕筋机8、灌注桩安裝检验前,依据工程图纸工程施工规定在灌注桩上捆扎上,供中后期桩体质量检验用。声测管和袖阀管在安裝时,应按有关规定开展安裝。9、新项目质量检验技术工程师收到报关报检后,对灌注桩生产加工品质开展工程验收,考虑设计标准规定后在灌注桩标识标牌上签名确定,一起必须监理工程师工程验收及格后在灌注桩标识标牌上签名确定。
jmc
广泛应用于、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的桩基等大型基础设施。了解桥隧相关设备信息如:冷弯机、小导管冲孔机、筋成型机、联合冲剪机等,可以扫描下方二维码和文字搜索“桥隧机械知识分享”,即可。钢筋笼自动成型机/钢筋轮绕丝机滚筒制作钢筋笼自动成型机/钢筋轮绕丝机滚筒制作焊完一节主、箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。钢筋笼自动成型机/钢筋轮绕丝机滚筒制作钢筋笼滚焊机运行中工作原理:根据施工要求,钢筋笼的主筋通过模具制作完成(包括内支撑),把钢筋笼主筋放在钢筋笼绕筋机上,把盘筋(绕筋)端头先焊接在一根主筋上,然后。钢筋笼自动成型机/钢筋轮绕丝机滚筒制作参数:1、型 ;GLJ-3000(按基本型配置)2、加工范围;钢筋笼直径φ600---φ1500mm长度12m3、绕筋线速;0---15.4m/min(i=59*1.25=73.75)4、小车速度;0---1.38m/min(i=593)5,胶辊电机;Y90L-4功率4kw6、小车。
 绕筋机主机;含机架、底座、胶辊、传动系统等。铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。
绕筋机主机;含机架、底座、胶辊、传动系统等。铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。