
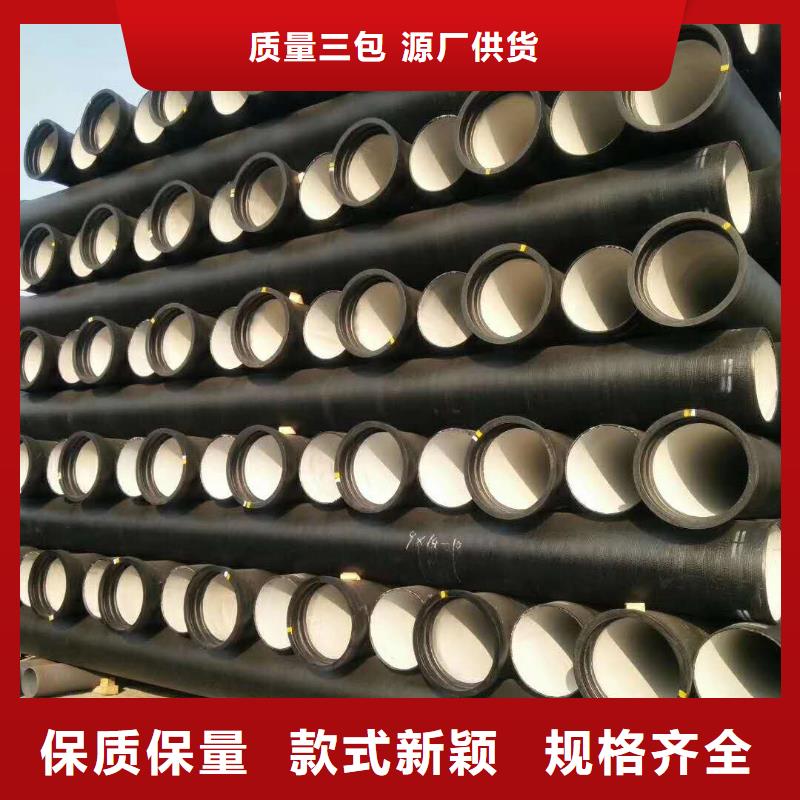








大口径球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。球墨铸铁管就是按传统的拉管工艺制作的管(也就是说的连续球墨铸铁管),质量不是很能保证。离心球墨铸铁管是按离心浇铸的工艺制作的管,这种管的质量能保证。主要用于输水、输油、输气的管道。 水冷金属型球墨铸铁管单支长度为6米,目前市场主流球墨管均为水冷金属型球墨铸铁管。热膜铸造工艺的球墨管一般为单支长度8米,采用此种工艺生产的球墨铸铁管一般为大口径管道。比如DN1000以上。考虑到球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。
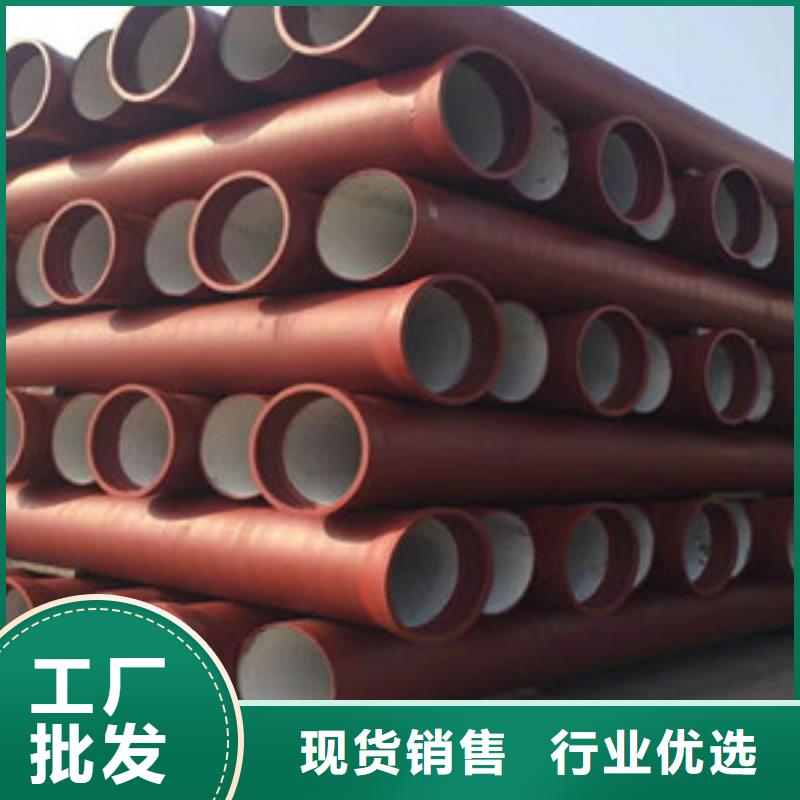
山东聊城格瑞球墨铸铁管管道系统公司制定特别制度——不允许对管道进行焊补和胶补,所有存在影响正常使用的缺陷的管道,或水压试验中漏水的管道,全部报废处理。这从根本上杜绝了影响管道质量缺陷的存在,同时也保护了用户的长期的利益。PE大口径(DN>110)管道采用热熔对接本体连接,且接口强度远远高于产品本体强度,接口强度及安全性极高。管状态。据消息称,上市公司新兴球墨管股份有限公司将进入不锈钢管领域,其不锈钢管及管件项目日前已正式开工建设。据悉,该项目投资额为2亿元。
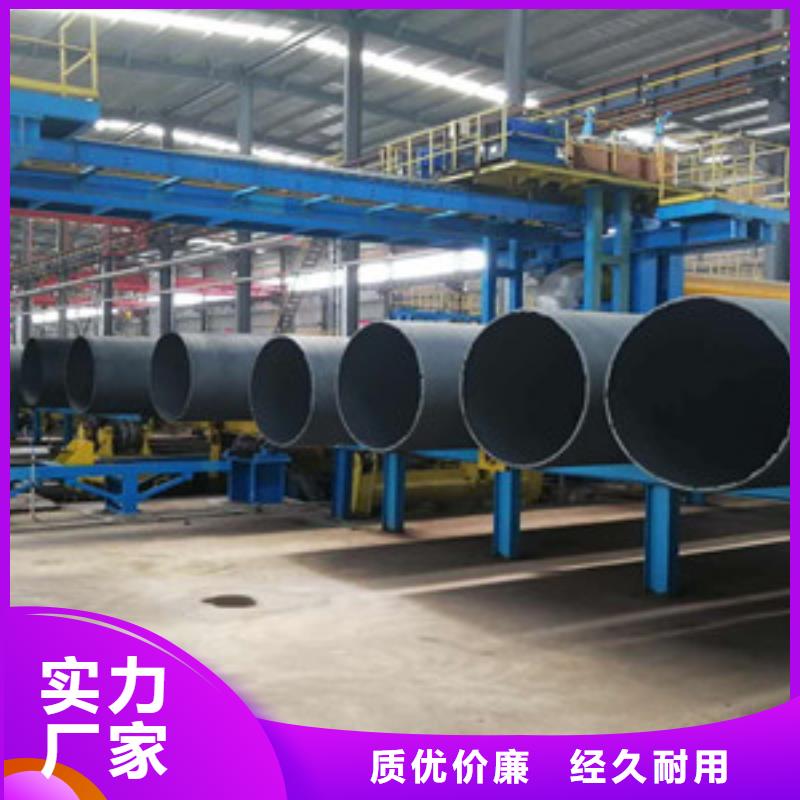
壳休两端铸型通过处都装有密封圈,壳体前端安装着一个山气缸翻动的半环形声全离心机的壳体下面装有轮子,以便在倾斜轨道上作往复运动,离心机的往复移动采用液压装置,压力为.其移动速度通过溢流阀调节,离心机的电缆和冷却水进出软管一般固定在机器旁边的柱子上,另一端接在壳体上,随机一起移动。离心机的生产规格一般是固定的,如果要在一台离心机上生产几种规格的管子,则需要更换扇形包,铁水流植和支撑铸型的滚轮架等。球墨铸铁管采用代拉伏法水冷金属型离心机.Dg100 mm以下的铸型采用封闭水套冷却,Dg150rnm以上的铸型都用雨淋式冷却。浇注时需在流植进口端加入硅钙合金作孕育处理,每次浇注完毕后,需要在铸型内表面用压缩空气喷涂一层薄薄的干硅钙粉,离心机是一个由上下两半部组成的密闭式壳体,支承铸型的滚轮架安装在壳体底部,铸型前端套着齿圈,安装在壳体底上的直流调速电机通过齿轮直接传动铸型,
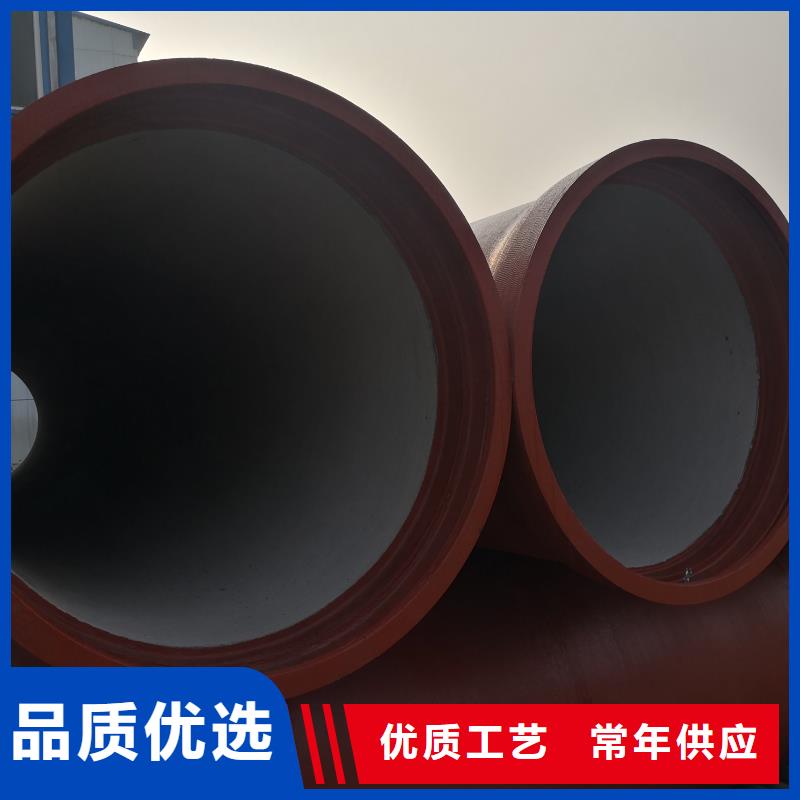
球墨铸铁管热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。 球墨铸铁管在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢、有色合金相比,铸造性能较。因此,铁液的利用率高,产品的适用面广。 在材质竞争中,提高铸铁的强度、增加强韧性、消除内在缺陷,对于减轻铸件重量球墨铸铁管延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理! 
