



云海旭金属材料有限公司
延安桥梁不锈钢防撞护栏好货不怕比
铁艺护栏安装按所提供的标准线抄水平定位安装,预埋间距根据现场尺寸及图纸设计要求,安装定位。安装偏差必须符合 规定和设计要求,达到验收标准。预埋件、铁艺护栏安装必须牢固,安装偏差根据 规定和设计要求:直线度3mm,垂直度3mm,栏杆间距误差3mm,对角线误差3mm,预埋件垂直误差3mm,水平误差3mm。
预埋件安装定位准确无误经验收后刷两道防锈漆,再进行铁艺栏杆安装。质量保证措施材料要求,所有材料及成品进场,必须有材质单,合格证。施工人员上岗前,根据其不同工作岗位,进行与文明施工的教育。
在施工过程中由人员进行检查,及时纠正施工现场操作等问题。提出质量整及质量问题更改措施,保证工程质量达到设计要求及验收规范。严格执行工程质量标准,材料的品种、规格、型 、厚度必须符合工程和设计要求,焊口满焊,打磨光滑平整。
做到美观,制作尺寸准确,产品做到横平竖直,符合设计要求及验收标准。、环保、文明施工施工人员必须严格执行现场生产规章制度。施工人员进入现场要戴好帽、带、焊接人员必须穿好绝缘鞋。施工前必须进行交底不作业,服从人员指挥。
公路护栏是为了更好的维持交通秩序,但是公路防护栏如何延长使用寿命呢。进行浸塑是防腐的方法之一现在国内比较成熟的作法是:粉末浸塑法它起源于流化床法所谓的流化床初是在温克勒气体发生炉上应用于石油分解,进而了固气两相工艺,后逐渐用于金属涂塑方面。
我们知道流化床是固体流态的第段(阶段为固定床阶段,第段为气流输送阶段),在固定床的基础上继续增大流速(W),床层开始和松动,床层高度开始增加,每个粉末颗粒被浮起,因而离开原来位置作一定程度的移动,这时便进入流化床阶段。
所以有时仍叫"流化床包覆法",实际过程是把粉末涂料加入底部多孔透气的容器(流动槽)中,由鼓风机从下送入经过处理的压缩空气,使粉末涂料达到"流化状态"。成为均匀分布的细散粉末。bc段说明流化床内粉层,其高度(I)随着气体速度的增大而增加,但床内压强(△P)并不增大,在一定范围内变动流速而不影响流体所需的单位功率,这是流化床的特征,正是利用这一特点来进行涂装工艺实施的。
流化床内粉末流化状态的均匀性是保证涂膜均匀的关键。在粉末涂装上用的流化床属于"竖式流态化"流化数必需经过试验找出,一般以能够涂敷即可,流化床内粉末的悬浮率可达30~50%。浸塑方法如下:例如:经过除油预热到粉末涂料熔融点以上,浸渍到流化床中后塑粉会均匀粘附,然后塑化高分子交联流平成钢塑复合制品.。
 下面为大家介绍一下道路护栏的加工流程:都是经过无缝铁管折弯、焊接、打磨、满焊加工成型,表面处理喷塑、浸塑等成为客户所需求的颜色,然后经过贴反光膜等一系列具有很高的辨识度,对驾驶者或行人有很好的警示作用。
能降低发生事故的几率和伤亡程度,有更的效果。主要用于道路施工现场、高速公路、小区门口等。安装简单方便,搬运轻巧便捷,是道路施工和隔离人群的必要选择。以上介绍的是道路护栏的加工流程,希望大家有所了解,更多信息请登录。
下面为大家介绍一下铁艺护栏的表面装饰:铁艺护栏表面的装饰效果漆丰富多彩大都是采用进口油漆手绘而成既古朴、典雅又时尚、潮流.为经典的表面装饰效果有青古铜色、红古铜色、古铜金、黑金边、铜金边、边等.为了保证装饰涂(镀)层与铁艺制品表面有良骸?
下面为大家介绍一下铁艺护栏的表面装饰:铁艺护栏表面的装饰效果漆丰富多彩大都是采用进口油漆手绘而成既古朴、典雅又时尚、潮流.为经典的表面装饰效果有青古铜色、红古铜色、古铜金、黑金边、铜金边、边等.为了保证装饰涂(镀)层与铁艺制品表面有良骸?
下面为大家介绍一下道路护栏的加工流程:都是经过无缝铁管折弯、焊接、打磨、满焊加工成型,表面处理喷塑、浸塑等成为客户所需求的颜色,然后经过贴反光膜等一系列具有很高的辨识度,对驾驶者或行人有很好的警示作用。
能降低发生事故的几率和伤亡程度,有更的效果。主要用于道路施工现场、高速公路、小区门口等。安装简单方便,搬运轻巧便捷,是道路施工和隔离人群的必要选择。以上介绍的是道路护栏的加工流程,希望大家有所了解,更多信息请登录。
下面为大家介绍一下铁艺护栏的表面装饰:铁艺护栏表面的装饰效果漆丰富多彩大都是采用进口油漆手绘而成既古朴、典雅又时尚、潮流.为经典的表面装饰效果有青古铜色、红古铜色、古铜金、黑金边、铜金边、边等.为了保证装饰涂(镀)层与铁艺制品表面有良骸?
下面为大家介绍一下铁艺护栏的表面装饰:铁艺护栏表面的装饰效果漆丰富多彩大都是采用进口油漆手绘而成既古朴、典雅又时尚、潮流.为经典的表面装饰效果有青古铜色、红古铜色、古铜金、黑金边、铜金边、边等.为了保证装饰涂(镀)层与铁艺制品表面有良骸?

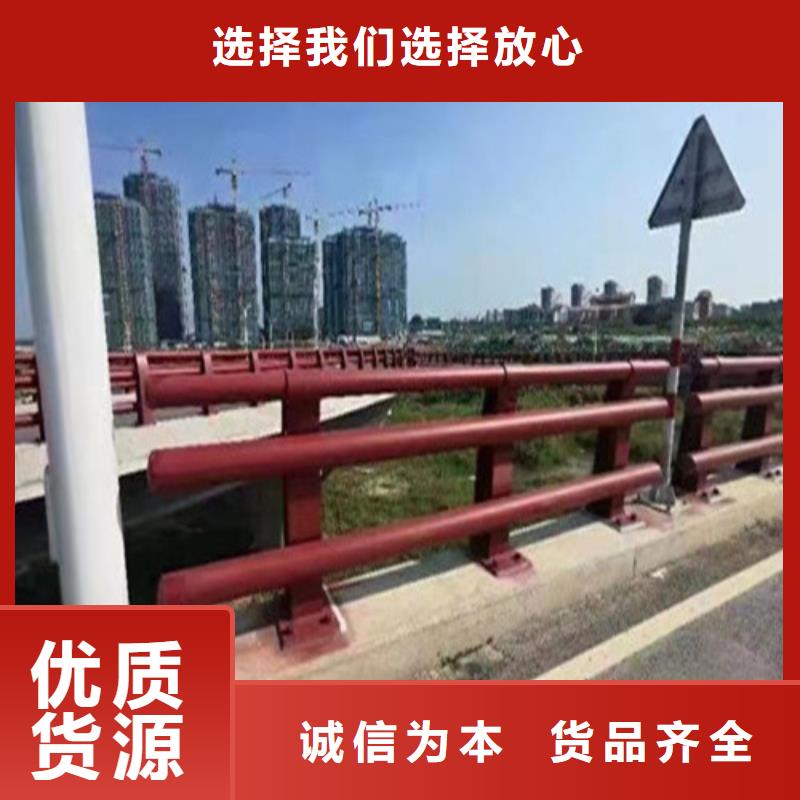
 高速公路护栏是半钢性护栏的主要形式,它是一种以波纹状钢护栏板相互拼接并由主柱支撑的连续结构。车辆对其碰撞时,由于波形钢护栏板有良好的耐撞性能和吸收能量的作用,既不容易被撞毁,同时又可对车辆和司乘人员起到很好的保护作用。
高速公路护栏是半钢性护栏的主要形式,它是一种以波纹状钢护栏板相互拼接并由立柱支撑的连续结构。它利用土基、立柱、横梁的变形来吸收碰撞能量,并迫使失控车辆改变方向,回复到正常的行驶方向,防止车辆冲出路外,以保护车辆和乘客,事故造成的损失。
防腐后一点,使用的重要一方面,要保证长期,就必须解决好防腐,通过些简单的涂抹、喷涂,保证能产品,在使用过程中,也要注意日常保养,确保能产品。总的来讲,产品,不仅、便捷,产品,就需从基础地形、材质特点,安装工艺等方面着手,防腐,遇到问题时,及时找人员解决,那么日后便可长久、的使用下去。
施工当中的三大,如今已经成为道路施工、保护市民出行的有力保障。施工,都有相当严格的工序,每一道程序都关于到整个施工进度的开展。保障公路护栏正确施工、将是一项长期工程,对于每一个施工团队来讲,都是十分重要的内容。
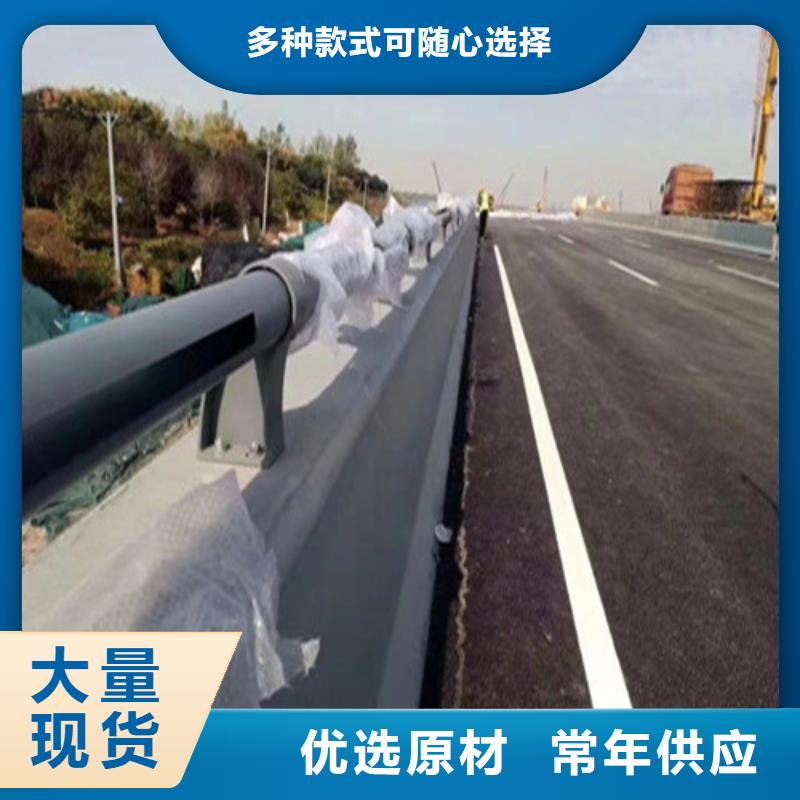
高速公路护栏是半钢性护栏的主要形式,它是一种以波纹状钢护栏板相互拼接并由主柱支撑的连续结构。车辆对其碰撞时,由于波形钢护栏板有良好的耐撞性能和吸收能量的作用,既不容易被撞毁,同时又可对车辆和司乘人员起到很好的保护作用。
高速公路护栏是半钢性护栏的主要形式,它是一种以波纹状钢护栏板相互拼接并由立柱支撑的连续结构。它利用土基、立柱、横梁的变形来吸收碰撞能量,并迫使失控车辆改变方向,回复到正常的行驶方向,防止车辆冲出路外,以保护车辆和乘客,事故造成的损失。
防腐后一点,使用的重要一方面,要保证长期,就必须解决好防腐,通过些简单的涂抹、喷涂,保证能产品,在使用过程中,也要注意日常保养,确保能产品。总的来讲,产品,不仅、便捷,产品,就需从基础地形、材质特点,安装工艺等方面着手,防腐,遇到问题时,及时找人员解决,那么日后便可长久、的使用下去。
施工当中的三大,如今已经成为道路施工、保护市民出行的有力保障。施工,都有相当严格的工序,每一道程序都关于到整个施工进度的开展。保障公路护栏正确施工、将是一项长期工程,对于每一个施工团队来讲,都是十分重要的内容。

 焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备清除坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。
过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。
不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。
焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备清除坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。
过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。
不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。
